Содержание
Cварка инвертором для начинающих.Основы.Уроки и техника
Очумелый Строитель.ru представляет вам подробнейшее описание сварки инвертором. Инвертор представляет собой сварочный аппарат, которым можно соединить металлические листы под воздействием электрического разряда. Сварочные инверторы стали настоящим скачком в области сварочных аппаратов, так как старые трансформаторы являются достаточно тяжелыми и сложными в применении. Инвертор доступен для работы любому, достаточно знать некоторые принципы осуществления с его помощью сварочного процесса. Большое преимущество в том, что при сварке инвертором наблюдается меньшее разбрызгивание, чем при сварке от трансформатора.
Отличительной особенностью инвертора является, прежде всего, его малый вес и максимальные возможности, с помощью которых ему доступны такие работы, которые ранее выполнялись сложными и тяжелыми агрегатами. Электроэнергия, потребляемая этим небольшим аппаратом, направляется исключительно на работу дуги, с помощью которой и осуществляется непосредственный сварочный процесс.
Оборудование малочувствительно к перепадам напряжения в электросети, которые наблюдаются в сельской местности. Если у вас в частном доме наблюдают перепады, при покупке обратите внимание на рекомендуемое напряжение в паспорте инвертора. Некоторые источники позволяют выполнять сварку электродом d=3 мм даже при 185 В напряжения в сети.
Мнение сварщиков-профессионалов однозначное: с помощью инвертора легче держать сварочную дугу и получить красивый качественный шов.
Перед началом сварки инвертором или азы электросварки
Инверторные сварочные аппараты очень экономичны и максимально удобны в эксплуатации, что очень важно особенно для тех, кого интересует сварка инвертором для начинающих. Какие основы сварки инвертором, техника работы с ним важна для начинающего? В первую очередь стоит отметить принцип работы инвертора. Поскольку инвертор – это электронный сварочный аппарат, то основная нагрузка работы с ним ложится на электрическую сеть.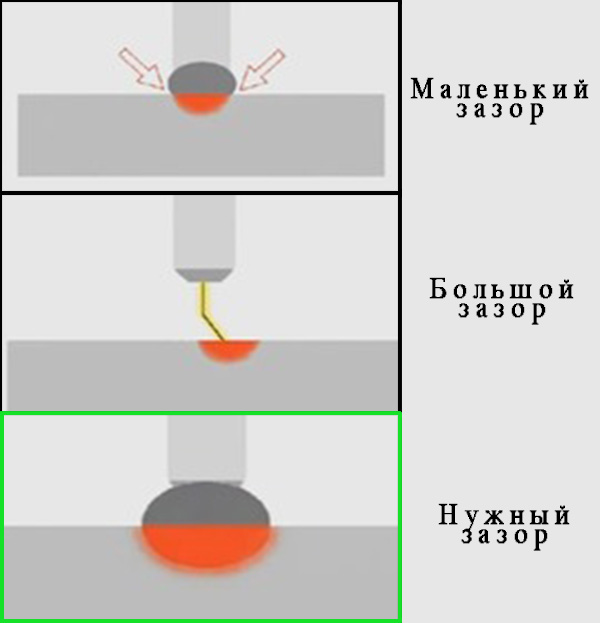 По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей.
По сравнению со старыми сварочными аппаратами, включение в работу которых происходит сильный и максимальный толчок электроэнергии, вследствие которого происходят отключение электрической сети всего поселка, инвертор обладает накопительными конденсаторами, которые накапливают электроэнергию и обеспечивают, во-первых, бесперебойную работу электросети, а во-вторых, мягко разжигают электрическую дугу инвертора. В достаточно доступной форме уроки сварки инвертором можно освоить и самостоятельно. А если у вас возник вопрос, как научиться варить инверторной сваркой, то мы можем предоставить вам несколько полезных советов, на что в первую очередь стоит обратить внимание перед производством сварки. Очень важным моментом является и тот факт, что чем больше диаметр электродов, тем больше электроэнергии он потребляет. Поэтому если вы решили проверить свой инвертор в работе, стоит примерно рассчитать максимальное количество потребляемой электроэнергии аппаратом, чтобы не сжечь бытовую технику у соседей. Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Кроме того, для каждого диаметра электрода показана минимальная сила тока, то есть если попытаться уменьшить силу тока, то шов не получится. Если вы решили поэкспериментировать и повысить силу тока, то шов получится, однако электрод будет слишком быстро сгорать.
Инвертор: внешний осмотр оборудования
Продаваемый торговой сетью инвертор внешне напоминает ящик. Его вес зависит от мощности аппарата: 3 — 7 кг. Перенос оборудования выполняется с помощью ремня или ручки. Охлаждение выполняется через вентиляционные отверстия в корпусе.
На поверхность оборудования выведены следующие рукоятки и индикаторы управления:
включение и выключение аппарата выполняется тумблером,
величина тока и напряжения выставляется ручками на передней панели,
на панели имеются индикаторы, которые информируют о подаче питания и перегреве оборудования,
впереди на панели расположены выходы, помеченные надписями «+» и «-».

Дополнительно в комплект входит два кабеля. Один из них заканчивается держателем для электрода. На втором имеется зажим по форме напоминающий прищепку для закрепления на сваривания изделие. Подключение сварочного оборудования выполняется через разъем, которые находится на задней панели аппарата.
Азы электросварки
Для того чтобы разобраться, что происходит во время сварки, достаточно посмотреть на предложенную картинку.
Дуга образуется от контакта металлической части электрода и свариваемого металла. Под действием температуры дуги начинается плавиться как свариваемый металл, так и электрод. Расплавленная часть свариваемого металла и металлический стержень электрода в месте дуги образуют ванну. Обмазка электрода расплавляется. Часть ее превращается в газообразное состояние и закрывает ванну от кислорода.
Оставшаяся в жидком состоянии обмазка электрода находится сверху жидкого металла, защищает металла от кислорода воздуха в момент сварки и во время охлаждения.
После того, как сварка завершилась и металл охладился, жидкая часть обмазки превращается в шлак, который покрывает шов с наружной стороны. После полного остывания шлак легко удаляется при постукивании молотком.
Электрод во время сварки плавится. Для того чтобы дуга не гасла, необходимо выдержать постоянное расстояние между электродом и металлом, так называемую длину дуги. Это получается за счет подачи электрода в зону сварки с одинаковой скоростью. При этом стараться вести электрод ровно по стыку сварного шва.
Дополнительное видео по теме:
Урок по сварке инвертором для начинающих (пошаговая инструкция)
1. Для начала работы со сваркой нужно иметь защитные элементы, а именно:
2. Но одного аппарата для начала сварки недостаточно. Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Сварочные работы требуют наличия индивидуальных средств защиты и подготовительных мероприятий направленных на создание безопасных условий. Подготовка места заключается в следующем:
Обеспечьте на столе свободное пространство для выполнения сварки. Уберите все лишнее куда могут попасть брызги.
Обеспечьте качественное освещение места выполнения работ.
Сварочные работы выполняются стоя на деревянном настиле, защищающем от поражения электрическим током.
3. Настраиваем сварочный ток и выбираем электрод. Используем электроды для инверторной сварки от 2 до 5 мм. Выставляем сварочный ток в зависимости от толщины деталей и свариваемого материала. Обычно на корпусе инвертора указывается какова должна быть сила этого тока.
4. Если перед вами только что купленные в торговой сети электроды, вы уверены в их качестве, этот раздел можете пропустить. Приведенная информация поможет подготовить к работе электроды которые хранились в условиях неотапливаемого влажного помещения. Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Для того чтобы обеспечить качественное сварное соединение, их необходимо высушить в течение 2-3 часов при температуре 2000С. Для этой цели можно воспользоваться старым электрическим духовым шкафом.
Электроды выбирают строго ориентируясь на марку свариваемых материалов. Для обучения можно воспользоваться самыми распространенными: АНО или МР.
5.Подключаем клему массы к свариваемой поверхности (выделено красным).
6. Для того чтобы соединение сваркой получилось надежным и качественным, перед началом работы свариваемый металл необходимо подготовить:
- Полностью удалить ржавчину с кромок металлической щеткой.
- Обработайте кромки растворителем: бензином, уайт-спиритом.
- При подготовке обратите внимание на недопустимость наличия на кромках жира, лакокрасочных изделий.
7.Обучение лучше начинать с выполнения швов в виде валика на листе металла большой толщины. Первый шов выполняйте на металле, который положите на горизонтальную поверхность стола.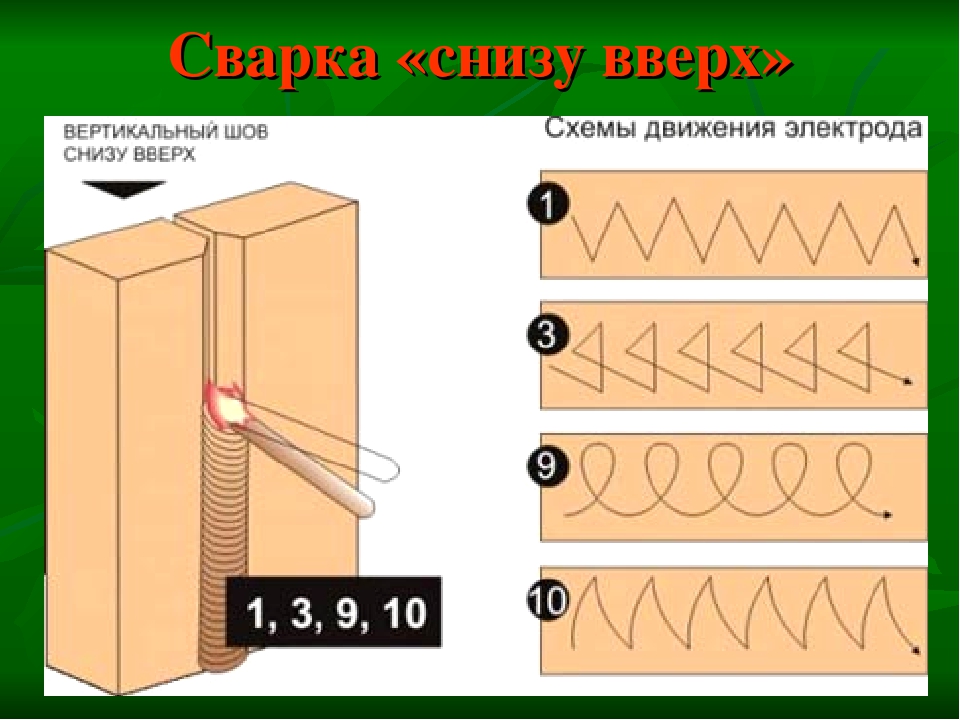 Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы. Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
Прочертите мелом на металле прямую линию, по ней будете прокладывать валик и ориентироваться в процессе работы. Процесс сварки начинается с поджога дуги. Имеется два способа для разжигания сварочной дуги:
- чирканье о металл, как при зажигании спички,
- постукиванием о поверхность металла.
Можно попробовать зажечь и удержать дугу обоими методами. Желательно при разжигании не оставлять следы вне зоны сварки. Дуга образуется от контакта электрода и металла. Сварщик отводит электрод на совсем небольшие расстояние, соответствующее длине дуги и начинает сварку.
8.Приступаем к сварке.
У нас получится сварочный шов. Окалину ( накипь металла сверху шва) убираем постукиванием небольшим молоточком (либо другим твердым и увесистым предметом).
9. Вот, что приблизительно у нас должно получиться.
Смотрим видео:
Контроль дугового промежутка
Что такое дуговой промежуток или длина дуги? Это зазор, который образуется в процессе сварки между электродом и металлом. Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Основы сварочного дела гласят о том, что важным моментом есть постоянный контроль и поддержка одинаковой величины этого промежутка.
Короткая дуга
При короткой дуге, порядка 1 мм, металл разогревается на небольшую по ширине зону и шов получается выпуклый. В месте соединения металла и шва возможно появление такого дефекта как подрез. Это небольшая канавка возле шва и ему параллельная. Подрез уменьшает прочностные характеристики шва.
Длинная дуга
При длинной дуге трудно обеспечить ее стабильность. Дуга плохо защищена от воздуха атмосферы, менее прогревает металл и получается шов недостаточной глубины.
Нормальная дуга
Обеспечение постоянного зазора нормальной величины приведет к формированию нормального шва, имеющего хороший провар. Нормальная величина дуги составляет 2-3 мм.
Популярные ошибки начинающих при сварке:
Научившись управлять длиной дуги, можно обеспечить оптимальный результат. Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Дуга образует сварочную ванну, когда проходит через зазор, плавя основной металл и электрод. Она же обеспечивает перенос в ванну наплавляемого металла.
Как правильно сформировать сварочный шов и какие бывают дефекты
Как научиться варить сварочным аппаратом и избегать дефектов? При быстром движении электрода в процессе сварки образуется дефектный шов. Линия ванны расположена ниже, чем поверхность основного металла. Если дуга интенсивно и глубоко проникает в основной металл, она толкает ванну назад и образует шов. Поэтому в процессе сварки важно следить, чтобы шов был на уровне металла. Получение требуемого по глубине качественного шва обеспечивается умением сварщика. Помимо поступательного движения вдоль сварочной кромки он выполняет поперечные движения для обеспечения провара и получения требуемой ширины шва. Выбор, какие движения выполнять — личное дело сварщика. При толщине металла до 4 мм европейские стандарты советуют поперечные движения не выполнять.
Ванна следует за теплом – это необходимо помнить, меняя направление при сварочных работах. Формирование подреза происходит, когда металла электрода недостаточно, чтобы полностью заполнить ванную при движении поперек. Чтобы не допустить образование такой боковой канавки (подреза) нужно контролировать наружные границы, тщательно следить за ванной и при необходимости делать ее тоньше.
Когда электрод слегка наклонен, вся сила направляется назад и шов приподымается (всплывает).
Когда электрод в процессе сварки наклонен слишком сильно, сила прикладывается по направлению шва, что не дает нормально управлять ванной.
При необходимости получить плоский шов или сдвинуть ванну назад используют наклоны электрода под разным углом. Работа начинается с угла от 45° до 90°, так как такой угол позволяет наблюдать за ванной и нормально выполнять сварку.
Сварщик во время работы подает электрод в зону сварки с определенным наклоном. Различают сварку углом вперед и углом назад. Этот технологический прием позволяет регулировать параметры шва.
Этот технологический прием позволяет регулировать параметры шва.
При сварке углом вперед получается шов меньший по глубине, но шире, что удобно для тонкого металла. Сварку толстого металла выполняют углом назад, при этом обеспечивается больший прогрев металла по глубине. При выполнении работ желательно выдерживать указанные на рисунке углы. Синей большой стрелкой показано направление сварки — движение сварного шва.
Дополнительное видео по теме:
Прямая и обратная полярность при сварке инвертором
Процесс расплавления металла во время сварки происходит под действием тепла дуги, которая образовалась между электродом и металлом в результате подключения металла и электрода к противоположным клеммам сварочного аппарата.
Существуют два варианта проведения сварочных работ, различающиеся порядком подключения, получившие название сварки на прямой и обратной полярности. При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При прямой полярности электрод подключается к минусу, а металл к плюсу, происходит сниженный ввод тепла в металл. Зона расплавления узкая, в тоже время глубокая.
При обратной полярности к плюсу подключен электрод, а металл к минусу, происходит сниженный ввод тепла в изделие. Зона расплавления достаточно широкая, но не глубокая. Можно наблюдать эффект катодной очистки свариваемой поверхности.
Какую полярность при сварке выбрать? Сварка выполняется как на прямой, так и на обратной полярности. При выборе учитывается тот факт, что больше нагревается элемент сети, подключенный к плюсу. Окрашенная на рисунке красным цветом область при сварке нагревается наиболее.
Выполняя сварку тонкого металла его боятся перегреть и прожечь. К изделию подключают минус и варят на обратной полярности. На прямой полярности варится толстый металл.
Влияние скорости подачи электрода
Скорость сварки и подачи электрода должна обеспечивать поступление достаточного количества расплавленного металла в зону сварки. Недостаток металла приводит к подрезу.
Недостаток металла приводит к подрезу.
При быстром перемещении электрода вдоль шва, мощности дуги не хватает для прогрева металла, шов получается неглубокий, лежит сверху металла, не проплавив свариваемые кромки. При медленном продвижении электрода, наблюдается перегрев основного и электродного металла, возможно прожигание поверхности и деформация тонкого металла.
Влияние силы тока
Силу тока устанавливают на инверторе, согласно данным, приведенным в таблице. Как видите, данные предположительные.
Сила тока и скорость движения оказывают комплексное воздействие на сварной шов. Большой ток увеличивает глубину проплавления и позволяет увеличить скорость движения электрода. При оптимальном соответствии силы тока и скорости шов получается в меру выпуклый и красивый, обеспечивает требуемую глубину провара свариваемых кромок.
Сварочный процесс инвертором тонких металлических листов
На что еще нужно обратить внимание перед проведением сварочного процесса? На полярность электронов. Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
Это есть основы сварочного дела. При сварочном процессе постоянным током имеются отрицательный и положительный заряд источника. Говоря о том, как правильно подключить сварочный инвертор, в первую очередь, нужно определиться какой заряд куда подключить, исходя из того, что если положительный заряд имеет материал, который нужно сварить, тогда он нагреваться будет больше. Если положительный заряд подсоединить к электроду, тогда он будет больше нагреваться и гореть. Типовой является обратная полярность при сварке инвертором, так как предполагается сваривание тонких металлических листов, а их легко прожечь. Поэтому если вас в первую очередь интересует сварка инвертором тонкого металла, стоит обратить особое внимание на установление обратной полярности инвертора, а также на нормальную силу тока. Электроды для инверторной сварки тонкого металла подключаются «плюсом» к дуге инвертора, а «минусом» к металлическому листу.
В условиях частного дома больше значение имеет именно сварка тонких деталей. Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
Потому что малейшие ошибки могут привести к прожогу металла. Прежде чем приступить к работам с тонкими деталями постарайтесь освоить основные швы на металле большой толщины.
- Сварку выполняйте на минимальной рекомендованный величине силы тока.
- Шов выполняйте углом вперед.
- Сварку обязательно выполняйте на обратной полярности.
- Большая проблема при выполнении сварки тонкого металла — деформация детали. Для того чтобы ее уменьшить, закрепите детали во время сварки.
- При выполнении прихваток на длинных изделиях, более 0,5 м, прихватки начинайте ставить от середины изделия к краям.
Самым распространенным запросом в сети интернет для тех, кто хочет научиться работе инвертором, является «сварка инвертором для начинающих видео». Мы предоставляем на страницах своего сайта уникальное видео, на котором вы сможете посмотреть все принципы работы инвертором для начинающего.
А мы позволим себе еще несколько советов по обучению сварочному процессу инвертором:
- Если вы хотите, чтобы сварочный шов на металлическом листе получился максимально качественным и на листах не образовались дыры, нужно следить за тем, чтобы при сварочном процессе вам был виден шов.
Обучение сварочному делу начинайте со сварки в нижнем положении. Освоив процесс, переходите к сварке кольцевых швов и только потом приступайте к вертикальным.
Проще всего соединение осваивать при размещении пластин внахлест. В этом случае вы гарантировано не приварите лист металла к столу.
При выполнении соединений угловых и в тавр очень трудно сделать качественный шов, наблюдается слив металла на одну из сторон. Можно упростить работы, расположив детали «в лодочку», рисунок б).
Вертикальные швы выполнить очень тяжело. Для информации: они наносятся снизу вверх.
Все дефекты устраняются ремонтом. Для этого удаляют участок шва и накладывают шов еще раз. Или подваривают участок шва.
Для того чтобы полностью проварить толстый металл, на нем выполняют разделку кромок, по простому делают фаску.
И между кромками выдерживают небольшой зазор от 0,5 мм.
 И между кромками выдерживают небольшой зазор от 0,5 мм.
И между кромками выдерживают небольшой зазор от 0,5 мм.Еще видео по теме:
Изучите видео, как правильно работать сварочным инвертором и, мы уверены, что для вас сварочный процесс не составит труда. Прежде чем посмотреть видео, внимательно прочитайте описание сварки, которое написано у нас в статье.
Видео-уроки по сварке инвертором:
И напоследок, как же грамотно выбрать сварочный инвертор?
 youtube.com/embed/f78SVlwbuhI» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/f78SVlwbuhI» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Рекомендуем вам еще:
инстуркции и советы для новичков
Автор perminoviv На чтение 6 мин. Опубликовано
Среди поисковых запросов очень часто встречается один и тот же вопрос – «как варить инверторной сваркой?». Разобраться в тонкостях работы со сварочным инвертором несложно, инструкции по эксплуатации этого аппарата доступны даже начинающим сварщикам.
Благодаря появлению сварочных инверторов процесс сварки стал гораздо проще и для профессионалов в этом деле, и для новичков. Эти устройства позволили осуществить переход к более качественному и быстрому свариванию металлических конструкций. В настоящий момент технология сварки металла инвертором сумела распространиться настолько, что она уже сумела отодвинуть на второй план сварочные работы с помощью классических трансформаторов, выпрямителей и генераторов.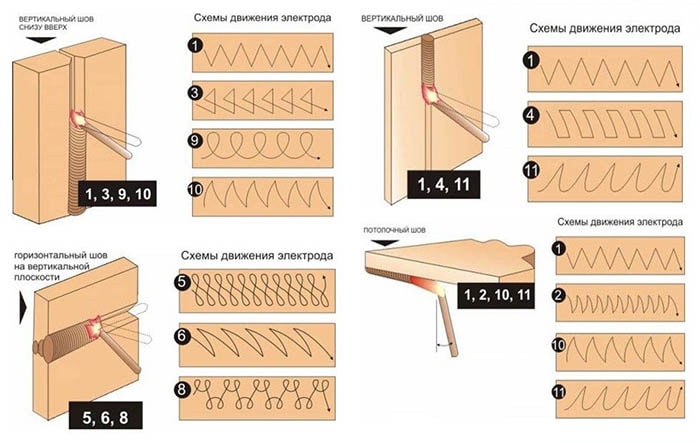
Как работает сварочный инвертор?
Инверторный сварочный аппарат работает от переменного тока. Его частота обязательно должна равняться 50 герцам. Переменный ток в инвертор поступает от потребительской сети и подаётся на выпрямитель.
Полученный электроток преобразуется внутри инвертора. Это происходит за счёт работы специальных транзисторов. Они увеличивают частоту коммутаций тока, который потом и используется для сварки. После преобразования его частотный уровень достигает 20-50 килогерц.
Повышенная частота электрического тока – это главная техническая особенность работы сварочного инвертора. Она позволяет добиться высокой производительности в эксплуатации прибора и уменьшить время, затрачиваемое на сваривание металлов. Эта особенность даёт преимущество инвертору при сравнении со сварочными аппаратами других типов.
После преобразования частоты тока в устройстве проводится изменение его напряжения. Оно понижается до тех пор, пока не достигнет показателей в пределах 70-90 вольт. В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
В то же время сила тока поднимается до 100-200 амперов. Несмотря на высокую мощность вырабатываемого тока, габариты инвертора невелики. Это достигается за счёт того, что в его конструкции отсутствуют громоздкие катушки индукции.
Первая рекомендация для начинающих в сварке тонкого металла инвертором – это правильная настройка полярности. Она переключается на самом приборе. Этот параметр определяет направленность передвижения электронов и зависит от подключения кобелей к аппаратным разъёмам.
При сварке тонкого металла инвертором полярность обязательно должна быть обратной. В таком случае электроны будут передвигаться от металлической конструкции к электродам. При обратной полярности электродные элементы будут нагреваться значительно сильнее. Благодаря этому риск прожигания металла снижается в разы.
Также существует ещё три совета новичкам в инверторной сварке металла.
СОВЕТ 1: посмотрите несколько видео о том, как правильно производить инверторную сварку металла.
СОВЕТ 2: освойте правильную технику зажигания. Зажечь дугу в сварочном аппарате можно двумя способами – постукиванием или чирканьем об обрабатываемый металл.
СОВЕТ 3: научитесь правильно удерживать сварочный аппарат. Инвертор лучше всего держать над свариваемым металлом под углом 90 градусов. В этом случае сварочный шов получится более качественным.
 В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.
В них содержатся полезные советы от профессионалов в сварочных работах. Также видео помогут увидеть правильную технологию сваривания.Техника сварки тонкого металла инвертором предполагает под собой тщательной выбор параметров работы и отдельных компонентов сварочного устройства. В первую очередь необходимо установить силу тока, вырабатываемого аппаратом. Чем толще обрабатываемая конструкция, тем сильнее должен быть электроток.
Далее выберите подходящие для сварки электроды. Их диаметр должен быть таким же, как и у свариваемых конструкций. К примеру, если сварку необходимо провести на листе металла толщиной 2 миллиметра, то этот же параметр у электродов должен быть идентичен. При этом сила тока должна быть установлена в пределах 35 амперов.
При этом сила тока должна быть установлена в пределах 35 амперов.
Перед тем, как варить тонкий металл инверторной сваркой, необходимо проверить работу сварочного аппарата на какой-либо ненужной детали. Рекомендуется убедиться, что металл не прожигается и оставляет ровный шов. Если сварка проходит качественно, то это значит, что сила тока и толщина электродов были подобраны правильно.
После проверки можно приступать к свариванию тонкого металла. Двигать инвертор необходимо прерывистыми движениями. Это поможет создать более плотный шов, который будет надёжно противостоять внешнему механическому воздействию и возможным деформациям.
Основная проблема при сварке инвертором тонкого металла к толстому состоит в том, что детали разной толщины требуют различной полярности при сваривании. Если детали потоньше свариваются при установленной обратной полярности, то с изделиями толще 3 миллиметров необходимы другие параметры.
Всё дело в том, что толстые металлы подлежат сварке с высокой температурой. В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
В противном случае, детали не прогреются до необходимого уровня и сварочный шов получится недостаточно качественным. Решить проблему с прогреванием помогает прямая поляризация. Она направляет электроны от электрода к металлу, что помогает нагреть его до приемлемой температуры. Благодаря этому толстые металлы становятся готовыми к сварке.
По этой причине перед свариванием конструкций разной толщины рекомендуется прогреть утолщённые детали. Это позволит эффективно обрабатывать их и плотно приваривать к тонким металлам. Для сварки металлических изделий различной толщины лучше всего установить на инверторе обратную полярность. Сила тока при этом должна колебаться в пределах 30-50 амперов.
С помощью инверторной сварки можно разрезать металл любой толщины. Для этого необходимо увеличить силу тока, вырабатываемого устройством. Для качественного разрезания металлических изделий подойдёт электроток, чей силовой показатель будет равняться 140-160 амперам. Также необходимо правильно выставить поляризацию аппарата. При резке металла потребуется активировать прямую полярность инвертора.
При резке металла потребуется активировать прямую полярность инвертора.
Техника инверторного разрезания металлических деталей заключается в том, что электрод вдавливается в обрабатываемую поверхность до тех пор, пока он не образует в ней сквозное отверстие. После того, как оно появилось, инвертор передвигается, и процесс образования новых брешей проходит в том же ключе. Перед началом резки металл рекомендуется прогреть. Разрезать его лучше в вертикальном положении – так капли расплавленного материала будут стекать на рабочую поверхность.
Положительные и отрицательные моменты в использовании инвертора
В заключении ко всему вышесказанному необходимо отметить преимущества и недостатки сварочного инвертора. Главный положительный момент в использовании этого устройства – его небольшой вес. Это помогает в разы увеличить производительность сварки.
Другое наиболее важное преимущество инвертора заключается в возможности широкой регулировки силы сварочного тока. Это позволяет использовать для сварки аргон в качестве инертного газа и неплавящиеся электроды. Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Также в инверторах присутствует опция прекращения подачи тока при возникновении короткого замыкания.
Самый существенный недостаток инверторов – его высокая стоимость. Эти устройства стоят в два-три раза дороже обычных сварочных аппаратов. При этом они не обладают более серьёзной защитой от пыли и частиц грязи.
Очень часто начинающие сварщики задаются вопросом о том, как сваривать металл инверторной сваркой при минусовой температуре. Увы, но такой способ сварочных работ не годится для использования при холоде. Зачастую обработка металла инвертором проводится при температуре не ниже 15 градусов по Цельсию. При более сильном холоде устройство не сможет обеспечить качественную сварку.
Несмотря на указанные минусы, инвертор можно назвать надёжным и высокопроизводительным прибором. Проведённые им сварочные работы дают качественный и долговечный результат. По этой причине сваривание инвертором подходит для качественной обработки металлических конструкций. Несмотря на это, новичкам все жё рекомендуется заранее ознакомиться с тем, как сваривать металл инверторной сваркой.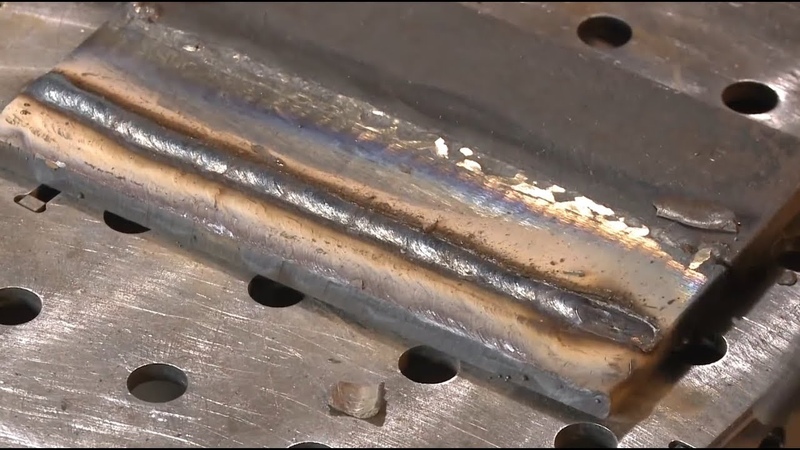
Как правильно варить инверторной сваркой: как научиться
Содержание статьи:
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
Как правильно сваривать металл инверторным сварочным аппаратом
На даче, в гараже или же собственном доме постоянно присутствует необходимость выполнения какого-либо ремонта. Немаловажным значением для этого является наличие соответствующей техники. Одним из таких аппаратов является сварочный инвертор. С его помощью выполняются любые работы по сварке металлов, а также их резке. Это позволяет обходиться без привлечения дорогостоящих профессионалов при необходимости выполнения небольших объемов работ, а как правильно варить инверторной сваркой рассмотрим далее.
Сварка инвертором для начинающих становится непростым делом, если не получить теоретическую подготовку и первоначальную практику. Сварочная техника инверторного типа вполне доступна по цене, имеет различные классы как для новичков и любителей, так и для выполнения трудоемких процессов профессиональными сварщиками. Сама процедура сварки инвертором несколько сложнее, чем работа на обычном электросварочном аппарате, однако вполне доступна даже начинающим электросварщикам.
Принцип работы сварочного инвертора
Инверторное устройство получило свое название из-за принципа работы. На корпусе устройства имеется выключатель питающей сети, индикаторы наличия напряжения питания и перегрева, специальные разъемы для подключения кабелей, регулировочное устройство плавного или же ступенчатого переключения тока. Все модели оснащены ручками для удобства переноски. Помимо этого, некоторые экземпляры снабжаются дополнительными индикаторами величины сварочного электротока. Для ознакомления с устройством, а также выполнением работ посмотрите соответствующие видеоуроки по выполнению сварки инвертором для начинающих.
В инверторном аппарате электроток переменного напряжения 220 В преобразуется в постоянный, после чего сглаживается специальным электрофильтром. После этого, в расположенном внутри устройства блоке, происходит преобразование постоянного тока в высокочастотный переменный. Он понижается до необходимого значения напряжения для возможности получения электросварочной силы тока в 120-200 А.
Для такого двойного преобразования необходимы небольшие по габаритам трансформаторы, что позволяет значительно снизить массу аппарата. Данная техника обладает высоким КПД (порядка 90 %), а также значительно экономит электроэнергию. Для питания используется домашняя электросеть с напряжением 220 В или же промышленная 380 В для применения на производстве. Профессиональные экземпляры работают в нескольких режимах и предназначены для длительной эксплуатации без перерыва.
Принципы работы инвертором
Работа на электросварочном приспособлении данного типа проводится по аналогии с обычным аппаратом. Перед тем как варить инвертором, необходимо подробно изучить технологию работы. Расплавление металла происходит под воздействием горячей электрической дуги. Она образуется между свариваемым металлическим изделием и электродом. Для этого они подсоединяются через кабели к зажимам «+» и «-» на инверторном устройстве. Научиться самостоятельно пользоваться дома электросварочной техникой инверторного типа совершенно не сложно, хотя как правильно сваривать металл инвертором для новичков нередко становится проблемой.
Специальным регулятором на корпусе устройства устанавливается требуемый сварочный ток. Его величина зависит от значения толщины свариваемого изделия и его материала. Токовая величина контролируется при помощи стрелочной или же электронной индикации на корпусе электросварочного приспособления. Зажигание дуги проводится при подношении электрода к свариваемой детали под небольшим углом. Активация происходит при касании его к металлическому участку.
После появления сварочной дуги стержень располагается на небольшом расстоянии от детали, равном ориентировочно его диаметру и выполняется сваривание металла. По окончании процесса накипь, а также шлак с поверхности шва удаляются при помощи постукивания молотка или же другого металлического предмета. Лучше понять процесс поможет видео, где сварка инвертором изложена весьма подробно.
Подготовка к работе (рабочее место, электроды, оборудование)
Перед началом электросварочного процесса необходимо правильно подготовить рабочую площадку и необходимую оснастку. Варить можно на специальном металлическом сварочном столе или же на небольшой свободной площадке. Заранее подготавливаются зажимы и приспособления для надежной фиксации соединяемых деталей.
Рабочая площадка оснащается хорошим освещением и вентиляцией. Она освобождается от посторонних предметов, а также жидкостей, которые могут воспламениться от случайного попадания искр. Сварщик должен работать на специальном деревянном настиле, являющемся защитной мерой от возможного поражения электротоком.
Электрод следует подобрать по типу свариваемого металла, а также его толщины. Качество электросварки зависит от этого правильного подбора и настройки аппарата. Профессиональные сварщики учитывают еще и положение самого шва (горизонтальный или вертикальный), его глубину и прочие параметры. Под каждую марку металла выпускается свой тип электрода. Они отличаются своим составом и предназначением. Чтобы сварить сталь нержавеющего вида, чугун или же обычное стальное изделие необходимо правильно подобрать тип электродов. Существующие виды и типы можно изучить здесь.
Для инверторной электросварки применяются УОНИ, АНО, МР, ОЗС диаметром от 2 до 5 мм. На качество используемых электродов влияют условия их хранения и транспортировки. Подготовительный процесс, а также сама сварка для начинающих показано в видео с инвертором в качестве электросварочного оборудования.
Работа инвертором
Чтобы основы использования инверторной электросварки были более понятными, необходимо понять физическую суть образования соединительного шва. Металлические изделия завариваются при помощи электродов. Они состоят из металлического сердечника и специального покрытия – обмазки. Этот состав применяется для закрытия сварочной области от попадания кислорода.
При контакте электродного сердечника с металлической поверхностью возникает электрическая дуга. Под тепловым воздействием начинает плавиться обмазка и покрывать свариваемый участок. При этом ее часть испаряется, превращаясь в газы. Расплавленная в процессе работы обмазка сверху покрывается жидким металлом, который создает еще один защитный слой от кислородного воздействия. По окончании остывания получившийся шлак на месте сварки необходимо удалить.
Розжиг дуги
Разжигание электродуги начинается только после надевания специальной защитной маски. Это требуется для защиты сетчатки глаз от возможного ожога. Болевые симптомы появляются спустя некоторое время и сопровождаются жжением, а также прочими неприятными ощущениями. Если планируете работать со сварочным аппаратом, то необходимо знать, что делать при ожоге глаз.
Розжиг выполняется одним из двух методов: чирканьем и касанием. Выполняя чиркающие движения по поверхности, провоцируется запуск дуги.
Чирканье проводится непосредственно в месте соединения металлов или же поблизости от него. После этого движения электродный стержень приподнимается над поверхностью на необходимое расстояние для удержания дуги. При касании производится постукивание по металлическому участку в начале будущего шва до появления электрической дуги.
Передвижение электрода
После розжига сварочной дуги проводится обучение движениям. На пластине из металла проводится мелом линия, имитирующая стык. После зажигания дуги начинает плавиться металл и появляется пленка расплавленного шлака. Этот участок именуется сварочной ванной. Именно ее начинает учиться двигать начинающий электросварщик. Для передвижения электродный стержень наклоняется под углом порядка 45-50°. Эта величина условная и влияет на ширину сварочной ванны.
Ведение электросварочного шва выполняется тремя способами:
- под прямым углом;
- углом назад;
- углом вперед.
Движение под прямым углом используется при электросварке в труднодоступных местах. При этом получается симметричная ванна, которая не слишком удобна. Заваривание углом назад предоставляет возможность для лучшего наблюдения за процессом и контроля за качеством. Этот способ используется для нижних швов, а также при выполнении прихваток. Применение сварки углом вперед позволяет получить хорошую глубину ванны в самом начале сварного шва. При этом видно, как дуга выдавливает металл и не позволяет ему покидать ванночку.
Наложение шва широкого типа требует выполнения циклических движений. Передвижение электродного стержня выполняется одним из нескольких способов, представленных на рисунке.
Учтите, что заваривать широкие швы необходимо с постоянным наклоном. При этом перемещается не сам кончик стержня ручкой электрододержателя, а весь электрод.
Контроль дугового промежутка
Одним из важнейших факторов, влияющих на качество электросварочных работ, является дуговой промежуток. При его малой величине (до 2-х мм) получается укороченная дуга. Она не прогревает место соединения, из-за чего образуется неглубокий провар. При расстоянии более 3-х мм увеличивается длина электрической дуги. Она становится нестабильной и не удерживает необходимое направление плавления. Кроме того, защитный слой не полностью покрывает плавильную ванну и увеличивается разбрызгивание расплавленного металла.
Для начинающего электросварщика существует непреложное правило — дуговой промежуток составляет 2-3 мм. При использовании инверторных моделей с соответствующими функциями для облегчения электросварочного процесса, необходимость выдерживания этого расстояния отпадает. В этом случае требуется всего лишь вести электрод по металлической поверхности.
Правила создания ровных швов
На качество сварного соединения влияет правильность наложения шва. Оно зависит правильности подобранного электрода, его угла наклона, а также длины дуги. Оптимальная величина расстояния от металлической поверхности до кончика стержня – 2-3 мм. При меньшей длине шов получается чересчур выпуклым из-за малой площади прогрева. Это значительно уменьшает прочность сварного соединения. Большой зазор дуги заставляет ее скакать и недостаточно прогревать место сварки. Полученный участок соединения будет ненадежным, а сварной шов – размазанным.
Полярность и установка сварочного тока
Подключение электрода к положительному выводу называется прямым, а к отрицательному – обратным. Оба метода сварки применяются для соединения металлических изделий, однако при различной толщине. Металлы до 3 мм лучше сваривать обратным методом, а толстые – прямым. Однако, этот подход не является непреложным правилом, вследствие чего пользоваться сварочником можно при любом подключении. В целом несложно понять, как именно работать инвертором при ознакомлении с основными правилами и сутью процедуры сваривания.
Физика заключается в передвижении электродов от отрицательного элемента к положительному. При этом они передают энергию поверхности, повышая ее температуру. Это означает, что деталь, подключенная к положительному выводу электросварки, нагревается больше. Данный процесс актуален при сварке изделий значительной толщины. Это позволяет их хорошо разогреть и получить качественный шов. При работе с тонким металлом не требуется сильный нагрев металлических изделий, поэтому они подсоединяются к отрицательному контакту инвертора, а электрод – к положительному.
Величину сварочного тока выбирают исходя из толщины и типа свариваемых изделий. Если при первоначально установленном значении получаются несвязные шовные полоски, необходимо повысить значение электротока. При сложности передвижения ванночки с расплавленным металлом следует снизить токовую величину на аппарате. От выбранного для электросварки электрода, а также типа инверторного устройства напрямую зависят настройки электросварочного процесса. Для облегчения выбора токовой величины воспользуйтесь таблицей.
Безопасность при работе
Перед началом электросварочного процесса следует позаботиться о безопасности. Для этого подбирается защитная экипировка, состоящая из перчаток на толстой негорючей основе, сварочная маска, спецодежда, защищающая от искр, и соответствующая обувь. Специальные стекла на маске должны предохранять глаза от электрической дуги разной величины тока. Удобным вариантом является использование «Хамелеонов», которые автоматически подстраиваются под мощность дуги.
Не стоит забывать об опасности поражения электротоком и противопожарных мерах. Ознакомление с процессом работы с инверторной сваркой, должно начинаться с изучения инструкции по безопасности при выполнении электросварочных работ. Кабели обязаны иметь целую изоляцию, все электрические соединения и подключения – закрытое исполнение. На полу разместите деревянную сухую подставку и пользуйтесь электросетью с защитными аппаратами. Огнетушитель, песок и вода всегда помогут погасить возникшее случайное пламя. Всегда помните, что от соблюдения мер безопасности зависит не только целостность оборудования, но также здоровье и жизнь электросварщика.
Как научиться правильно варить металл сварочным инвертором с нуля самому
05Дек
Содержание статьи
- Что это за аппарат и как он работает
- Как правильно варить инверторной сваркой – выбор техники
- Как идет процесс приварки, если сваривать инверторной сваркой
- Начинаем с азов электросварки
- Учимся варить инверторной сваркой – пошаговая инструкция
- Грамотное создание сварного шва и разновидности дефектов
- Какие бывают типы полярности
- Обработка тонких материалов
- Пошаговая инструкция по сварке инвертором
- Процедура сварной резки металлических изделий
- Частые ошибки новичков
- Подведем итоги
Как заявляют опытные сварщики, использование инвертора позволяет легче удерживать дугу, что позволяет добиться идеального шва. Если вы только начинаете, не нужно бояться трудностей. Представленное устройство достаточно просто в обращении, овладеть им в сжатые сроки сможет каждый. В этой статье мы дадим советы о том, как научиться правильно варить сварочным инвертором с нуля.
Что это за аппарат и как он работает
Главная особенность описанного продукта в том, что он способен преобразовывать ток 220В в колебания высокой частоты, а после в постоянный. Таким образом удается добиться высокого КПД и не переживать из-за огромных расходов электроэнергии.
Практически все инверторы функционируют от обычной бытовой сети, причем действовать они могут и при пониженном напряжении, что очень удобно. Прибор идеален для новичков, так как научиться им пользоваться можно довольно быстро. Как именно это сделать, поговорим далее.
Как правильно варить инверторной сваркой – выбор техники
Прежде чем ответить на этот вопрос, нужно выяснить, действительно ли вам нужен такой агрегат для соединения металлических деталей. Бывают бытовые, полупрофессиональные и профессиональные. Инвертор – машина для использования электродов. Рекомендуем остановиться на устройстве для периодического использования дома, на даче или в гараже. Лучше приобрести недорогой, однако совсем дешевые модели малоизвестных марок брать не рекомендуем.
Поскольку подобная практика является целой наукой, которой учат в колледжах, не стоит сразу делать крупный проект, такой как верстак или беседка. Лучше опробовать себя на обрезках. А потом попробовать соорудить несложную вещь, к примеру — книжную полку.
Как идет процесс приварки, если сваривать инверторной сваркой
При прямом контакте проводника и металлической поверхности образуется разряд. Он имеет высокую температуру, поэтому сам элемент и предмет обработки начинают плавиться.
По завершении манипуляций и охлаждения обмазка стержня становится шлаком, покрывающим получившийся шов. Сбить эти остатки можно молотком.
Во время работы, электрод плавится. Необходимо выдерживать расстояние между элементом. Это еще называют длиной дуги. Добиться желаемого можно путем подачи проводника в зону сварочной ванны с постоянной скоростью.
Начинаем с азов электросварки
Для начала нужно разобраться в том, чем нам вообще придется пользоваться. Сам аппарат выглядит как небольшой ящик, весом до 7 кг. На панели есть тумблер включения, а также основные индикаторы.
Имеются и два выхода – первый плюс, второй минус. К ним мастер подключает кабели. Один из которых заканчивается специальным зажимом, крепящимся к детали. Второй отводится под электрод и снабжен держателем. Такая вот простая конструкция. После остается только разобраться в том, как научиться варить металл инверторной сваркой с нуля. Ничего сложного тут нет.
Если вы только выбираете устройство, проследите чтобы кабели были достаточной длины. Важна и их гибкость, это упростит работу.
Используемое оборудование, экипировка и правила техники безопасности
Подобные работы всегда тесно связаны с электрическим напряжением, поэтому так важно позаботиться о собственной безопасности. Первое, что нужно проверить – это кабели. Визуально осмотрите их и, после того как убедились, что все в полном порядке, включаем аппарат. Если видим, что вентилятор охлаждения работает ровно и не шумит, то все в норме.
Учитывайте вес и устойчивость металлической конструкции. Нередки случаи, когда сооружения рушились и придавливали своим весом рабочих. Если мы только учимся сваривать металл инвертором, обязательно помните о технике безопасности.
Процесс сварки тесно связан не только с электричеством, но и высокой температурой. Поэтому позаботьтесь об экипировке:
- специальные холщовые или брезентовые рукавицы;
- маска для защиты глаз и лица;
- рабочий костюм;
- в условиях замкнутого пространства нужен респиратор;
- обувь на резиновой подошве.
Сами электроды стоит подбирать в соответствии с типом сплава, который будет подвергаться обработке.
Внешний вид оборудования
Вот перечень всех датчиков и индикаторов, которые выведены на панель:
- тумблер для включения и выключения устройства;
- ручки для определения требуемой величины напряжения;
- индикаторы, позволяющие понять, когда устройство перегрелось, а также дающие информацию о подаче питания;
- два выхода — плюс и минус.
Подключить технику можно через специальный разъем, расположенный в задней части устройства.
Учимся варить инверторной сваркой – пошаговая инструкция
Подготовительный этап начинается с приобретения защитной экипировки. Одного только сварочного аппарата мало. Чтобы позаботиться о своей безопасности, нужно подготовить место для работы:
- уберите все лишнее, что может помешать;
- установите качественное освещение;
- работы должны осуществляться на настиле из древесины, это защитит вас от поражения электричеством.
Далее можно приступать. Электроды подбираем в диаметре от 2 до 5 мм. На корпусе указывается, какой должна быть сила тока в соответствии с выбранными материалами. Данный этап можно пропустить, если используются только что купленные элементы, качество которых еще не проверено. Понять, как научиться правильно сваривать металл инвертором может каждый, достаточно углубиться в тему и почитать нужные статьи.
Подсоединяем зажим массы к фрагменту, который будет подвергаться сварке. При этом сам материал нужно должным образом обработать:
- тщательно убрать всю ржавчину при помощи напильника или угловой шлифовальной машинки;
- кромки очистить бензином, чтобы полностью устранить загрязнения.
Основы мы разобрали, теперь детально поговорим о том, как именно варить, соблюдая все необходимые меры.
Придерживаемся правильного дугового промежутка
Длина дуги представляет собой зазор, который формируется во время касания электродом металлической поверхности. Выделяют несколько вариантов данного состояния.
При коротком разряде, не превышающем 1 мм, шов образуется выпуклый, так как слой прогревается на малую зону. Когда же формируется наоборот длинный, добиться стабильности очень сложно. Шов образуется недостаточно глубокий.
Идеальный вариант — постоянный зазор в 2-3 мм, приводит к тому, что достигается отличный провар, шов образуется нормальный по своей структуре. Разбираясь в том, как правильно работать сварочным аппаратом инверторной сварки, нужно углубляться в любые нюансы данного процесса.
Грамотное создание сварного шва и разновидности дефектов
Если передвигать электрод быстро, будет формироваться дефектный шов. А он должен быть на уровне металла. Все зависит от умений сварщика, он же выбирает тип движений, которые позволяют добиться требуемой глубины.
Если соблюдать европейские стандарты, то в случае с работой со сталью до 4 мм толщиной, лучше не использовать поперечные движения.
Какие бывают типы полярности
Металл плавится в процессе под активным воздействием тепла, исходящего от дуги. Сварочный процесс может проводиться в двух вариантах, различающихся по типу подключения.
Прямая полярность означает, что электрод подводится к минусу, поверхность для обработки к плюсу. Это позволяет добиться снижения уровня теплоотдачи. Есть и обратная полярность, тут соответственно подключение полностью меняется. Наша статья поможет тем, кто хочет разобраться в вопросе, как самому научиться правильно варить шов инверторной сваркой.
Как влияет скорость подачи проводника
Для протекания сварочных работ в нормальном режиме, важно поступление нужного количества плавленого металла в сварочную ванну. Если его будет слишком мало, происходит подрез.
Если передвигать электрод по линии шва очень быстро, дуга не сможет выдать достаточно мощности, чтобы прогреть сплав. Это приводит к тому, что шов образуется неглубокий. Если же наоборот, двигать стержень очень медленно, будет перегрев, возрастает риск прожигания поверхности.
Как влияет сила тока
Темп передвижения и установленная сила тока воздействуют на сварной шов одновременно. Чем выше напряжение, тем больше глубина проплавления. Соответственно в таком случае можно повысить скорость движения электродного элемента по материалу. Если совместить оптимальную скорость проводки и силу тока, получается ровный шов требуемой глубины провара.
Мы поможем каждому понять, как правильно пользоваться инверторной сваркой. От вас требуется только внимательно изучить полученную информацию и закрепить все на практике.
Обработка тонких материалов
При работе в домашних условиях предпочтение отдается небольшим и часто довольно тонким деталям. В таком случае нельзя допускать даже незначительные ошибки, так как они моментально приведут к прожогу поверхности. Чтобы добиться идеально ровного шва на тонких основаниях, сначала нужно потренироваться на более толстом металле.
- Сварочные действия следует проводить с установленной величиной силы тока близкой к минимальной.
- Шов создавайте углом вперед.
- Одной из главных проблем при соединении тонких деталей является деформация металла. Следите, чтобы полотно не перегревалось.
Пошаговая инструкция по сварке инвертором
Рабочий процесс начинается с розжига дуги. Сделать это можно двумя способами:
- Чирканье – чем-то данный метод напоминает поджигание спички. Создавая касательные движения, провоцируется запуск. Принцип в том, чтобы прикоснуться стержнем к сплаву, плавно провести по поверхности и поднять на небольшое расстояние.
- Постукивание – тут принцип схож, но разница в том, что элемент не ведется по плоскости, а только касается материала и отводится на исходную позицию.
Видео для начинающих
Процедура сварной резки металлических изделий
Чтобы сформировать отверстие, выставьте ток в 140А, в случае, если используется электрод в 2.5 мм. После того как начался процесс возгорания, как бы вдавите проводник в металл. Следует дождаться, пока сталь проплавится и далее остается двигать стержень по нужному контуру.
При резке пластина должна быть установлена в вертикальном положении, иначе сплав будет течь вниз.
Частые ошибки новичков
Всегда следите за тем, чтобы расходники были полностью просушены, а если возможно, то и прокалены. Дело в том, что неопытному человеку будет крайне сложно разжечь дугу с использованием непрокаленных электродов. Для начала подробно почитайте о том, как правильно пользоваться сварочным инвертором. Сначала теория, потом практика.
Еще одна частая ошибка – это выбор аппарата, с которым не так просто обращаться. Существуют такие устройства, система управления которых требует углубленных знаний. Начинающий мастер, используя такую технику, будет либо быстро прожигать металл, или наоборот не проваривать его до нужной степени. Начинать всегда стоит с самых простых моделей.
Новичку следует пользоваться только масками, в которых светофильтр регулируется в автоматическом режиме. Проблема в том, что изделия без данной функции необходимо каждый раз настраивать заново, а без должного опыта можно допустить ошибки и получить ожог глаз.
Подведем итоги
Инвертор представляет собой довольно простой по своему устройству аппарат для сварки, использоваться может и дома. Это оптимальный вариант. Разобраться в том, как правильно сваривать металл инвертором, даже для новичков не составит проблем.
Добиться желаемого результата можно в сжатые сроки. Не забудьте подготовить рабочую зону, почитать о технике безопасность и немного попрактиковаться, следуя описанным в статье методикам.
как научиться варить с нуля и основы дуговой сварки
На чтение 10 мин. Просмотров 58k. Опубликовано
Обновлено
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
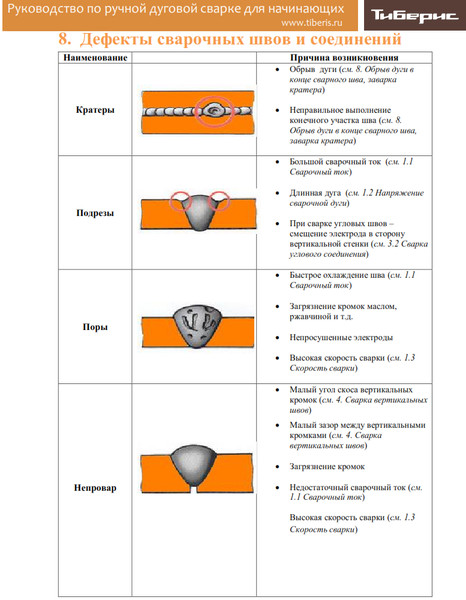
Пороки сварных швов.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
[box type=”fact”]Также есть простые правила сварки. Чтобы дуга не гасла во время работы, сварщику следует выдерживать постоянное расстояние между стержнем и изделием.[/box]
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - .
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
[box type=”info”]Под действием дуги атомно-водородного вида сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате такого процесса выделяется большое количество теплоты. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.[/box]
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
[box type=”info”]Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.[/box]
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается , сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Таблица выбора сварочного тока.
Осваивая основы сварки , важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
В бытовых задачах чаще всего сталкиваются с необходимостью соединения . В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
[box type=”fact”]Чтобы научиться правильно варить и получать красивые швы, необходимо потренироваться.[/box]
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных ;
- работа без пробных швов.
[box type=”info”]Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.[/box]
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Как варить сварочным инвертором металл правильно
Содержание:
Прежде чем ответить на вопрос о том, как варить инверторной сваркой, необходимо узнать, что же такое сварочный инвертор. Сварочный инвертором состоит из:
- системы управления,
- преобразователя частоты,
- трансформатора с высокой частотой,
- силового выпрямителя,
- сетевого фильтра,
- сетевого выпрямителя.
Как правило размеры аппарата позволяют носить его на плече и работать в течение длительного времени. Качественный шов, гарантирующий прочное соединение металла, получается благодаря постоянству и высокой частоте тока. Частота тока в последних поколениях инверторов достигает 60-85 кГц. Еще одним неоспоримым достоинством сварочного инвертора является экономия энергии. Это обусловлено стремлением соответствовать международным европейским стандартам, которые устанавливают жесткие рамки потребления энергии.
Дополнительное оборудование, без которого нельзя работать – это держатели, маска (лучше брать ту, которая крепиться на голове, оставляя тем самым свободные руки) и электроды, которые бывают трех видов (выбор зависит от вида стали, с которой придется работать):
- углеродистые,
- легированные,
- высоколегированные.
Выбор сварочного аппарата
Если человек имеет определенные навыки в сварочном деле, то для него не будет сложным научиться правильно и качественно варить металл. При нулевых знаниях сварочного дела, лучше всего обратиться в специальное учебное заведение, пройти курсы, преподаватели который обязательно научат вас варить сварочным инвертором.
Прежде всего, для того, чтобы варить, используя инверторную сварку, нужно выбрать аппарат. Современный рынок предлагает большой выбор моделей различных ценовых категорий. Чтобы подобрать подходящую именно вам модель, нужно знать некоторые особенности. Прежде всего, обратите внимание на диапазон регулировки сварочного тока. При сварке металла на даче и дома значение этого показателя варьируется в пределах 160-200 А.
видео по выбору сварочного инвертора
Еще одной важной характеристикой является продолжительность включения – это время работы инвертора, которое обычно указывается в процентах. Если эта характеристика равна 40%, то время работы будет составлять 40%, а отдыха 60%. На практике при превышении времени работы, инвертор автоматически отключится. Это относится только к работе на максимальном токе. При сварке металла в быту используется меньший ток, к тому же постоянные остановки работы (смена электродов, места работы, другие остановки) позволяют аппарату остыть.
Еще два показателя, на которые необходимо обратить внимание – это потребляемая мощность и напряжение холостого хода. Потребляемая мощность должна составлять 16-25 А, а напряжение холостого хода 50-90 А.
Кроме этих основных показателей следует обратить внимание на влаго- и пылезащитные свойства инструмента, на его срок службы и условия эксплуатации. Лучше заранее выяснить, как производится гарантийный ремонт, пост гарантийное обслуживание. Это поможет избежать неприятных моментов в дальнейшем.
Выбираем электроды для инвертора
Выбор электродов для инвертора имеет огромное значение, так как во многом от этого зависит качество работы аппарата. При работе с низко- и среднеуглеродистыми сталями, а также некоторыми видами низколегированных сталей необходимо выбрать углеродистые электроды. При работе с легированными сталями нужно использовать легированные, а для наплавки и работе с особыми видами сталей – высоколегированные.
На выбор также влияет вид работ. Если сварка будет проводиться без критических нагрузок (что-то приварить на даче, дома), то можно применять электроды вида МР-3, АНО. При сложных работах лучше использовать такой вид как ОУНИ. Также на выбор этого элемента сварочных работ влияет его диаметр и марка. В этом случае правильный выбор – залог успешной работы.
Учимся варить сваркой
Прежде чем приступить к сварке металла, нужно попробовать ее на чем-то ненужном. Перед началом процесса необходимо заправить электрод в специальный держатель, а зажимы прикрепить к детали. Затем нужно установить ток подходящей частоты и приступить к сварке. Установите электрод под углом в 65о к детали. При сварке металла зазор между электродом и деталью должен составлять 3-5 мм. После того, как шов остынет, постучите по нему молотком, чтобы осыпался шлак. Шов готов!
После освоения базовой техники нужно изучить 3 вида швов:
- горизонтальный,
- вертикальный,
- потолочный.
видео пособие для начинающих обучение сварке
Если необходимые навыки сварки металла у вас присутствуют, но вы хотите углубить свои знания, научиться производить работы с использованием сварочного инвертора, вам следуют просто найти обучающее видео по теме, которое ответит на все интересующие вас вопросы.
Дополнительные материалы
Вам необходимо произвести соединение металлических деталей? Для этого нужно воспользоваться сваркой? Купите сварочный аппарат, выберете необходимый вид электродов, и набивайте руку. Это все, что необходимо для проведения сварочных работ.
Прежде, чем начинать сваривание, стоит заранее озаботиться приобретением необходимого количества электродов. Но для этого вам необходимо точно знать, сколько именно электродов вам понадобится для работы. Проведя все расчеты можно избежать большого количества излишков или необходимости докупать сварочные материалы.
Как научиться готовить с помощью инвертора:
Все детали правильной сварки:
Как правильно приготовить сваркой: теория, практический опыт, советы и рекомендации профессионалов и опытных любителей.
Если набрать в поисковике фразу «Как правильно сварить сварку штучными электродами» или «Научиться готовить», то найдется несколько десятков статей, показывающих, как сварить металл самостоятельно с помощью инвертора.
Форма дома обобщила материал.Он выбрал самые полезные советы и расскажет новичкам, как за несколько дней освоить инверторную электросварку.
Содержание:
- Теория для новичка
- Что нужно использовать для начала работы с инвертором
- Видео, о преимуществах сварочной маски «Хамелеон».
- основные типы и типы марок электродов
- Как выбрать и применить правильную полярность
- Как выбрать диаметр электрода
- Два основных способа зажигания электродов
- Как правильно направлять электрод и под каким углом его держать
- Сварочный практикум для начинающих
- Руководство для начинающих по сварке, какие аксессуары необходимы
- Теория сварочных работ
.
Начинающий сварщик думает, какой сварочный инвертор купить, и какие аппараты нужны для сварки металла электродами.Если вы отказываетесь от профессионального использования сварки, покупайте сварочный инвертор, а не трансформатор или сварочный полуавтомат .
Сварочный инвертор преобразует переменный ток из электрической сети в постоянный.
Преимущества инверторного сварочного аппарата по сравнению с полуавтоматом и трансформатором:
- Небольшой вес и габариты, в среднем инвертор весит 3-5 кг.
- Проста в использовании для новичков.
- Позволяет быстро освоить сварочное дело.
Рассказывать о преимуществах инверторов можно бесконечно, но лучше один раз увидеть, чтобы понять, какими преимуществами обладает этот вид сварочного оборудования.
Сейчас мы расскажем, что происходит при сварке металла и как оценить результат. Есть две металлические заготовки разного размера. Постоянное напряжение от сварочного инвертора подается на металл через электрод и массу.
Для создания электрической дуги нужны два токопроводящих элемента с плюсом и минусом.Когда к металлу прикасается электрод с разной полярностью, возникает электрическая дуга с выделением высокой температуры.
Металл начинает плавиться и одновременно при движении металлический стержень электрода со специальным покрытием — покрытие плавится.
При горении покрытие создает газовую защиту стыка, защищая его от вредного воздействия кислорода.
Также при сварке образуется защитный шлаковый слой сварочной ванны, который затем отбивается специальным молотком сварщика.
После окончания сварки деталей металл остывает, кристаллизуется и образует прочный сварной шов.
Что нужно купить, чтобы начать сварку
На этот вопрос отвечает статья-Инструменты и принадлежности для ручной дуговой сварки : базовый набор. Короче надо будет начать сварку инвертором дома:
Электроды.
- Маска сварщика.
- Набедренники или защитные перчатки.
- Защитный спусковой крючок, штаны и закрытая обувь.
- Молоток сварщика и щетка для удаления шлака.
О выборе маски для сварки металла специалист рассказывает в этом видео. Лучший выбор для начинающего сварщика — маска со светофильтром типа хамелеон.
Его неоценимое преимущество по сравнению с обычным защитным экраном с затемненным стеклом — сварщик видит свариваемые детали.
Ему не нужно поднимать и опускать маску, потому что «хамелеон» автоматически темнеет при появлении сварочной дуги и надежно защищает глаза.
Когда процесс сварки прекращается, стекло автоматически подсвечивается. Это упрощает работу. Новичок в сварке не уловит так называемых «зайчиков» от яркой вспышки дуги, если вовремя не опустить маску обычным стеклом.
Какие бывают электроды по маркам
Если зайти в любой специализированный магазин по продаже сварочного оборудования и посмотреть ассортимент, то глаза просто разбегаются от предложений разных типов электродов.Что купить?
При выборе электродов для сварки обращайте внимание на состав сердечника. Металл стержня должен быть идентичен свариваемому металлу.
Электроды бывают следующих типов. Для сварки:
- Углеродистая и легированная сталь
- Для сварки нержавеющей стали и цветных металлов.
Упростим выбор. В быту чаще всего сваривают обычный «черный» металл — профильные и круглые трубы, уголки, полосы, фасонные части, швеллеры, двутавры, водопроводные трубы и т. Д.
Также обратите внимание на покрытие электродов. Есть четыре типа покрытий — основное, рутиловое, кислотное и целлюлозное.
Мы не будем рассматривать в данной статье кислотное и целлюлозное покрытие электродов. Для домашних работ сварщику необходимы только электроды с рутиловым покрытием (марки МР-3 и ОК 63) и с основным покрытием (марка УОНИ 13/55).
Преимущества электродов с основным покрытием:
Подходит для сварки ответственных конструкций с высокими требованиями к качеству шва.Шов пластиковый, ударопрочный.
Отсутствие электродов с основным покрытием:
Повышенные требования к чистоте поверхности свариваемого металла и обработке кромок деталей.
Начинающим сварщикам сложнее повторно зажечь электрод.
Преимущества электродов с бесполезным покрытием:
- Меньше брызг металла.
- Легкое повторное зажигание электрода.
- Стабильность дуги во всех пространственных положениях.
Как выбрать полярность при сварке металла электродами
Инвертор для ручной дуговой сварки вырабатывает постоянный ток. Если вы посмотрите на переднюю панель аппарата, вы увидите, что есть два разъема для подключения сварочного кабеля с метками + и -.
Прямая полярность: к плюсу прибора подключается «прищепка», а к минусу — держатель.
Обратная полярность: электрододержатель подключается к плюсовой стороне прибора, а зажим «прищепка» — к минусовой.
Какую полярность выбрать? По этой проблеме сломано довольно много копий. Если открыть учебные материалы по сварке и спросить в Интернете, часто можно услышать мнение, что «прямая полярность» свариваемого металла лучше прогреть и оплавить.
Практика это опровергает.
При сварке при контакте с плюсом выделяется больше тепла, поэтому при обратной полярности держатель подключается к плюсу, сварка всегда глубже.
В результате металл с толстыми стенками лучше сваривать на обратной полярности.Это профильная труба, плиты, уголок толщиной 4-5 мм. И наоборот, тонкий металл толщиной не более 1,5-2 мм следует сваривать на прямой полярности во избежание оплавления стенок и появления дырок.
Вы можете убедиться, что это утверждение верно на практике. Берем сварочный инвертор, выставляем сварочный ток 100 А.
Подключите к портам на держателе электрода машины и заземлите и разрежьте металлическую пластину толщиной 4-5 мм, сначала под прямым углом, а затем с обратной полярностью, не изменяя силу тока и диаметр электрода 3 мм.Вы увидите, что резка металла происходит быстрее при обратной полярности.
Как выбрать диаметр электрода для сварки металла разной толщины
Запомните простое правило: диаметр электрода зависит от толщины свариваемого металла.
Металл толщиной менее 1 мм обычно обрабатывается полуавтоматической сваркой или аргонодуговой сваркой , а не электродами.
Для каждого диаметра электродов устанавливается разный ток.
Совет начинающим сварщикам: рассчитать силу тока можно так: на каждый 1 мм диаметра электрода нужно около 30 А тока. То есть для электрода «тройка» выставить ток около 90-100 А.
На практике каждый сварщик выбирает диаметр электрода и ток на инверторе индивидуально.
Как зажечь электрод:
Есть два пути:
Вариант первый: зажечь электрод встык (прикоснуться).
Вариант второй: , когда вы проводите пальцем по экрану. Способы понятны из фото ниже.
Второй метод похож на зажигание спички на спичечном коробке. Первый способ иногда заменяют легким постукиванием по заготовке. Когда электрод новый и металл стержня виден на кончике, зажигание дуги происходит легко.
Если электрод был в работе, то вокруг стержня может появиться наплыв покрытия. Защитное покрытие электрода не проводит электрический ток.
Следовательно, его необходимо отталкивать, несколько раз постукивая кончиком электрода по свариваемой детали. Легкое зажигание электрода достигается умением, доведенным до автоматизма.
| asdf | asdfasdf | asdfasdf |
| asdfasdf | asdfasdf | |
| asdfasd | asdfasdf | asdfasdf |
Как направлять электрод и правильный угол электрода
После зажигания дуги проверьте сварочную ванну.Держите электрод на расстоянии 2-3 мм от поверхности свариваемых деталей. Вы должны увидеть сварочную ванну и отделить ее от шлака.
Сварочная ванна — это яркое белое пятно горячего металла:
Держите электрод под углом от 30 ° до 60 °, сохраняя оптимальное расстояние, поскольку стержень плавится. Следите за его положением и состоянием сварочной ванны. Ускоряйте или замедляйте движение руки в зависимости от различных условий и случаев.
Угол наклона электрода выбирается сварщиком в зависимости от пространственного положения, сварного шва и силы тока.
Чем быстрее вы водите электрод, тем меньше нагрев металла и степень проплавления. Если вести электрод медленно, можно перегреть металл и прожечь в изделии дыру.
Для самостоятельной тренировки новичку сначала нужно использовать толстый лист металла. Задача: научиться зажигать сварочную дугу и вести электрод по горизонтальной поверхности, чтобы получить качественный шов.
После этого можно начинать сварку в других пространственных положениях. Хорошим подспорьем для новичков станет видео Сварка для «чайников» от FORUM HOUSE, в котором технический специалист Денис Замыслов расскажет об основах сварочного мастерства и выборе инверторного устройства.
Сделайте забор из профлиста. Хочу приварить уголки к стойкам. Раньше я никогда не занимался сваркой. Нет опыта. Посоветуйте, с чего начать, чтобы он был надежным, и как правильно приготовить сварочный инвертор?
Для сварки возьмите обычный бытовой сварочный инвертор.
Оптимальный диаметр электрода 2,5 мм, «тройке» требуется больший ток.
Поджечь электрод. Для этого ударьте им по плоской металлической поверхности.
Направьте сварочный шов восьмерками.Начиная снизу вверх с шагом не более 1 мм.
Не готовьте продукт сразу от начала до конца. Сделайте пару прихваток, чтобы металл не вывел из-за нагрева разных сторон.
Если после сварки и сколов шлака остались пустоты, снова прокипятите эти места.
Отбейте шлак. Береги глаза! Надевайте защитные очки или делайте это в маске сварщика-хамелеона.
Самый популярный в быту электрод — «тройка».Стандартные инверторы тянут «четверку», и вам больше не нужно. Вы можете изменять и выбирать силу тока в процессе сварки, выбирая оптимальный режим. Слишком сильно обнажишь — дырку прожигешь, слишком мало — электрод прилипнет.
В копилке знаний:
- Сварные швы бывают горизонтальные, вертикальные и потолочные.
- Самый простой для начинающих — горизонтальный.
Качественный вертикальный шов сделать особенно сложно из-за неудобных условий работы.
Задача сварщика — «слепить» две кромки свариваемого металла и сварить расплавленный металл со стержня электрода поверх шва.
Чтобы приварить стальной уголок к металлической стойке, лучше использовать струбцины или магнитные угольники. Если попросить друга помочь удержать заготовку, то он может подобрать «зайчиков» и обжечься от брызг расплавленного металла.
Как точно определить оптимальный сварочный ток?
Возьмите металлическую заготовку.Увеличьте силу тока и готовьте. Если вы прожигаете металл, уменьшите силу тока.
Найдите силу тока, при которой вам будет комфортно готовить, не сжигая металл. Опыт приобретается практикой. Тренируйтесь на ржавых кусках металла, набейте руку.
После того, как несколько электродов пригорят на прихватках на предмет ржавчины, тогда на хорошем металле дела пойдут быстрее.
Мой совет: тщательно очистить сварные детали и стыки от ржавчины и покрасить металл.
Еще можно научиться готовить красивые швы по вертикали.После выполнения такой тренировки горизонтальный шов становится идеальным.
Выводы:
Задача начального обучения выполнена. Мы рассказали об основных основах и технологиях сварки инвертором для домашних мастеров.
Опять же, у каждого есть возможность сделать красивые, ровные и качественные швы. Их получают только при регулярной практике и сжигают несколько кг электродов.
Советы начинающим сварщикам:
Перед сваркой не забудьте использовать средства защиты.Очень важный! Не стоит готовить без маски, крага и специальной одежды — сварочного костюма, материал которого не обожжет искры и брызги горячего металла, иначе можно повредить глаза или получить ожоги открытых участков тела.
Храните электроды в сухом месте. Не готовьте с влажными электродами или электродами со сколами. Сушить электроды можно в электрической духовке или в бытовой духовке.
Чем больше вы тренируете и используете металл и электроды, тем лучше будут сварные швы.Начав со сварки забора из профнастила, со временем вы перейдете к более сложным работам.
Сварка арок, теплиц, откатных и распашных ворот, ворот, навесов над домом, самодельные инструменты и приспособления, которые используются в домашней мастерской.
Особенно сварка пригодится при строительстве дома, если предполагается работа с металлоконструкциями и используются профили труб, арматура, уголок, швеллер и т. Д.
Подробнее о правильной сварке с помощью инвертора можно узнать в теме «Обучение работе со сварочным аппаратом».
Рекомендуем артикулов:
Секреты мастерства: как выбрать сварочный аппарат, на каком токе варить разные металлы.
4 сварочных лайфхака для «чайников»: как сделать пенал для хранения электродов, как сращивать сварочные кабели и выбирать оптимальную длину для выполнения различных задач.
Делаем зеркало steam punk: как приготовить раму электросваркой для зеркала, как работать с металлом, полезные инструменты для мастерской.
10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла. По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что они могут использоваться только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольт, сила тока и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу.Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от загрязнений
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric.«Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что зона ремонта должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия). «По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь.”
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость движения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси улавливаются внутри сварного шва », — говорит он.
Водород сварочный враг # 1
Водород — это наихудшая примесь, разрушающая сварные швы.Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric. «Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию».
3.Правила угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Однако Хоуз и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое. «Если при этом образуется шлак, вы тянете», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протягивания. При сварке углового (тройникового) шва держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от до ½ дюйма.При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл). По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен находиться примерно на дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла.С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²). Он экономичен и позволяет получать сварные швы с глубоким проваром.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоких значениях силы тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением, а также для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов.Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока MIG: Хороший общий диаметр проволоки MIG составляет 0,035 (наиболее распространенный) или 0,045 дюйма. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки», — говорит Лейснер.«Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз. Если вы свариваете металл с покрытием или оцинкованный металл (например, ветвь с зернистостью), используйте проволоку E71T-14, потому что у нее есть сердцевина, которая взрывается в дуге. Это приводит к улетучиванию стальных покрытий, что сводит к минимуму образование трещин и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Пруток общего назначения — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов.По его словам, при работе с более толстым материалом, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, перейдите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла.Хорошая новость заключается в том, что любой сварщик может обрабатывать алюминий, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма.Эти большие провода легче провести по кабелю пистолета.
Используйте контактный наконечник примерно на 0,0115 дюйма больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом появляется на поверхности металла.Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F. Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы минимизировать растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце сварного шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, изменив направление движения назад над сварным швом примерно на 1 дюйм.
7. Секрет ремонта высокопрочной стали
.
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях, чтобы уменьшить их вес.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу, чтобы добраться до оголенного металла. Затем перед сваркой предварительно нагрейте место ремонта.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильное усиление ремонта сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Он сопротивляется растрескиванию до тех пор, пока не будут добавлены более поздние бусинки для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности на противоположную для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее и предотвращать ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные сварные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и более выполняйте сварку нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте снизу вверх, используя технику из стороны в сторону, перемещая дугу справа в центр, а затем влево, чтобы создать треугольник.
Сварные швы над головой: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взмахи, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда армировать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного оборудования».
Усиление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите кромки под углом 30 °, где новый металл встречается со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать за несколько проходов», — говорит Лейснер.
Пять шагов к совершенствованию техники сварки штангой
Основные элементы для улучшения результатов
Для многих людей, особенно тех, кто плохо знаком с ней или, возможно, не занимается сваркой каждый день, сварка электродом, также известная как дуговая сварка в экранированном металле (SMAW), является одним из самых сложных процессов для изучения. Опытные сварщики, которые могут взять жало, вставить электрод и раз за разом наложить отличные сварные швы, могут внушать большой трепет остальным. Они заставляют это выглядеть легко.
Однако остальные из нас могут с этим бороться. И нам не нужно этого делать, если мы не обратим внимание на пять основных элементов нашей техники: установка тока, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения — или сокращенно CLAMS. Правильное решение этих пяти основных задач может улучшить ваши результаты.
Подготовить
Хотя сварка электродом может оказаться наиболее щадящим процессом для грязного или ржавого металла, не используйте это как оправдание для неправильной очистки материала.С помощью металлической щетки или шлифовального станка удалите грязь, копоть или ржавчину с места сварки. Игнорирование этих шагов снижает ваши шансы на получение хорошего сварного шва с первого раза. Нечистые условия могут привести к растрескиванию, пористости, неплавлению или включениям. Пока вы работаете, убедитесь, что у вас есть чистое место для рабочего зажима. Хорошее и надежное электрическое соединение важно для поддержания качества дуги.
Расположитесь так, чтобы хорошо видеть сварочную ванну. Для наилучшего обзора держите голову в стороне и вдали от сварочного дыма, чтобы обеспечить сварку в стыке и удерживать дугу на переднем крае лужи.Убедитесь, что ваша стойка позволяет вам удобно поддерживать электрод и манипулировать им.
МОЛОДЫ
Объединение всех точек CLAMS (текущая настройка, длина дуги, угол наклона электрода, манипуляции с электродом и скорость перемещения) может показаться серьезным занятием во время сварки, но со временем это становится второй натурой. Не расстраивайтесь! Сварка штучной сваркой — это кривая обучения, которая, по мнению многих, получила свое название, потому что, обучаясь сварке, каждый прикрепляет электрод к заготовке.
Настройка тока : Выбранный вами электрод будет определять, будет ли ваша машина настроена на положительный постоянный ток, отрицательный постоянный ток или переменный ток. Убедитесь, что вы правильно настроили его для вашего приложения. (Положительный электрод обеспечивает примерно на 10 процентов большее проникновение при заданной силе тока, чем переменный ток, в то время как постоянный ток прямой полярности, отрицательный электрод позволяет лучше сваривать более тонкие металлы.) Правильная установка силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Изготовитель электродов обычно указывает рабочие диапазоны электрода на коробке или прилагаемых материалах.Выберите силу тока на основе электрода (общее практическое правило — 1 ампер на каждые 0,001 дюйма диаметра электрода), положения сварки (примерно на 15 процентов меньше тепла для работы над головой по сравнению с плоским сварным швом) и визуального осмотра сварного шва. готовая сварка. Отрегулируйте сварочный аппарат на 5–10 ампер за раз, пока не будет достигнута идеальная настройка.
Если производителем электродов не указано иное, используйте 1 ампер на каждые 0,001 дюйма диаметра электрода. Здесь 1/8 дюйма. Используется электрод (0,125 дюйма), поэтому оператор начинает с 125 ампер.Затем он отрегулирует с шагом от 5 до 10 ампер, если необходимо, чтобы найти оптимальную настройку для своей техники и применения.
Если у вас слишком низкая сила тока, ваш электрод будет особенно липким при зажигании дуги, ваша дуга будет продолжать гаснуть, поддерживая правильную длину дуги, или дуга будет прерываться.
Этот шов возник в результате слишком слабого тока. Если вы выполняете сварку со слишком низкой силой тока, ваш электрод будет особенно липким при зажигании дуги, дуга будет продолжать гаснуть, сохраняя правильную длину дуги, или дуга будет прерываться.
После зажигания дуги, если лужа слишком жидкая и ее трудно контролировать, электрод гаснет, когда она только наполовину исчезла, или дуга звучит громче, чем обычно, возможно, у вас слишком высокая сила тока. Слишком большое количество тепла также может отрицательно повлиять на свойства флюса электрода.
Сварочный шов возник в результате слишком большого тока. Когда сила тока установлена слишком высокой, лужа будет слишком жидкой, и ее будет трудно контролировать. Это может привести к чрезмерному разбрызгиванию и более высокому риску подреза.Кроме того, электрод станет горячим — возможно, достаточно горячим, чтобы раскалиться к концу сварного шва, — что может отрицательно повлиять на экранирующие свойства флюса .
Признаком слишком большого тока является то, что электрод становится достаточно горячим, чтобы раскалиться.
Длина дуги : Правильная длина дуги зависит от электрода и приложения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части (сердечника) электрода.Например, электрод 6010 диаметром 1/8 дюйма удерживается на расстоянии примерно 1/8 дюйма от основного материала.
Длина дуги: Оптимальная длина дуги или расстояние между электродом и лужей такое же, как диаметр электрода (фактическая металлическая часть внутри флюсового покрытия). Удерживание электрода слишком близко к стыку снижает сварочное напряжение, что создает неустойчивую дугу, которая может погаснуть сама по себе или привести к более быстрому замораживанию электрода и образованию сварного валика с высоким гребнем.
Слишком короткая дуга создает большую вероятность прилипания электрода к основному материалу.
Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой производительности наплавки, поднутрениям и часто оставляют пористость.
Слишком большая длина дуги приведет к образованию избыточных брызг в сварном шве. Также существует высокая вероятность поднутрения.
При первой попытке сварного шва кажется естественным использовать слишком длинную дугу, возможно, для лучшего обзора дуги и лужи.Если у вас проблемы со зрением, поверните голову, а не удлиняйте дугу. Начните с поиска хорошего положения тела, которое дает вам адекватный обзор лужи, а также позволяет вам стабилизировать электрод и манипулировать им. Небольшая практика покажет вам, что жесткая регулируемая длина дуги улучшает внешний вид валика, создает более узкий валик и сводит к минимуму разбрызгивание.
Угол перемещения : При сварке палкой в плоском, горизонтальном и верхнем положениях используется метод сварки волочением или обратной сваркой.Держите электрод перпендикулярно стыку, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику толкания или переда и наклоните верх электрода от 0 до 15 градусов от направления движения.
Угол перемещения. При сварке слева направо сохраняйте угол наклона от 0 до 15 градусов по направлению движения. Это называется техникой перетаскивания или наотмашь.
Манипуляции с электродом : Каждый сварщик манипулирует электродом немного по-своему.Развивайте свой собственный стиль, наблюдая за другими, практикуясь и отмечая, какие техники дают наилучшие результаты. Обратите внимание, что для материала толщиной 1/4 дюйма и тоньше плетение электрода обычно не требуется, поскольку валик будет шире, чем необходимо. Во многих случаях достаточно прямой бусинки.
Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов в форме «Z», полукруга или ступенчатого рисунка.Ограничьте поперечное движение до двух диаметров сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или используйте бусинки для ниток.
Здесь сварщик использует полукруглое движение, чтобы создать более широкий валик с уложенными друг на друга монетами. Для более тонких сварных швов может быть достаточно ровного валика.
При сварке вертикально вверх, если вы сосредоточитесь на сварке сторон стыка, середина позаботится о себе сама. Двигайтесь через середину стыка достаточно медленно, чтобы сварочная лужа могла догнать сварочную лужу, и слегка остановитесь по бокам, чтобы обеспечить надежное соединение с боковой стенкой.Если ваш сварной шов выглядит как рыбья чешуя, вы слишком быстро продвинулись вперед и недостаточно долго держались по бокам.
Скорость движения : Ваша скорость движения должна позволять поддерживать дугу в передней трети сварочной ванны.
Чтобы установить оптимальную скорость движения, сначала создайте сварочную ванну желаемого диаметра, а затем двигайтесь со скоростью, которая удерживает вас в передней одной трети лужи. Если вы путешествуете слишком медленно, тепло будет направлено в лужу, а не на сварной шов, что приведет к холодному притирку или плохой сварке.
При слишком медленном перемещении образуется широкий выпуклый валик с неглубоким проплавлением и возможностью холодной притирки, когда сварной шов кажется просто прилегающим к поверхности материала.
Слишком низкая скорость движения приведет к образованию валика со слишком большим наплавленным слоем, что может привести к холодному притирку. Это может привести к недостаточному проникновению в эти области. Слишком медленное движение также может направить тепло в лужу, а не на основной материал.
Чрезмерно высокие скорости перемещения также уменьшают проплавление, создают более узкий и / или сильно выпуклый валик и, возможно, недозаливку или поднутрение, когда область за пределами сварного шва вогнута или углублена. Обратите внимание на конец бусинки на изображении ниже, как бусинка кажется непоследовательной, как если бы лужа пыталась не отставать.
Слишком быстрое перемещение приведет к получению более тонкого / меньшего размера бусинки, которая будет иметь скорее V-образный эффект волнистости в луже, чем красивый U-образный эффект или эффект сложения монет.
Эти советы, наряду с практикой и терпением, направят вас в правильном направлении, чтобы улучшить вашу технику сварки штангой.
Практическое и информативное руководство для самостоятельных работников
Начало работы
Существует множество способов сварки на выбор, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и областей применения.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick. У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) — Сварочные аппараты MIG используют проволочный сварочный электрод на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью. Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке.Сварка MIG чиста и проста, ее можно использовать как на тонких, так и на толстых металлах.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа. Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали.Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) — В этом процессе дуговой сварки для сварки используется неплавящийся вольфрамовый электрод. Область сварного шва защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя некоторые сварные швы, известные как автогенные швы, этого не требуют.Сварочный источник постоянного тока вырабатывает энергию, которая проходит по дуге через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварка
TIG чаще всего используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные сварные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
- Дуговая сварка палкой / экранированным металлом (SMAW) — На протяжении многих лет палка была самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или на сквозняках. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он ограничен металлами толщиной не менее 18, требует частой замены стержней, выделяет значительные брызги и требует очистки готовых сварных швов.Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменным, постоянным или переменным / постоянным током, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины — хороший выбор для фермеров, любителей и домашних работников.
На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, решая, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Порошковая сварка
| Ручная сварка
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать чаще всего.Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Мотоцикл, который вы купили много лет назад, требует изготовления? Может быть, вам нужно сделать базовый ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | от 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | от 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые займут наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и, в конечном итоге, поможет вам выбрать наиболее подходящего сварщика.
Пора уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромомолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. Д.) | Х | ||
Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы приобретаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения эффективности вашего сварщика.Вы хотите больше мощности или силы тока в будущем? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
В дополнение к стоимости самого сварочного аппарата не забудьте включить в него расходы на принадлежности и расходные материалы, которые потребуются для работы вашего нового сварочного аппарата.Сюда входит защита от сварки (каска, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы совершить покупку, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
Лучший сварщик для начинающих и любителей DIY
Если вы определились с типом сварки, которую собираетесь выполнять, вы сможете найти сварочное оборудование, которое вам подойдет.
Чтобы быть уверенным, что вы знакомы со сваркой и ее разбивкой по различным типам сварки, выполните следующие действия:
Дуговая сварка
Дуговая или электродная сварка, возможно, является наиболее распространенной формой сварки.Все сварщики, независимо от того, являются ли они сварщиками MIG, TIG или обычной дуговой сваркой, будут знакомы с этим методом. Фактически, многие сварщики познакомились со сваркой с использованием этого метода. Это не значит, что это детский сад сварщика, но кажется, что даже когда речь идет о обучении, преподаватели, скорее всего, начнут именно с него.
Этот метод, пожалуй, самый популярный, поскольку с его помощью можно сваривать исключительно толстые и тяжелые материалы. Arc может работать с ржавчиной, грязью и другими препятствующими элементами, чтобы обеспечить надежную сварку.Поскольку это единственный вид сварки, который подходит для чугуна, его популярность становится очевидной.
У этого метода может быть много плюсов, но у него есть и минусы, особенно для начинающих. Этому довольно сложно научиться, потому что возникает необходимость часто менять стержни. Поддержание дуги и предотвращение травм также требует практики. И все это при том, что искры буквально летают. Кроме того, он также используется в основном для сварочных работ в тяжелых условиях, требующих особого внимания.
Campbell Hausfeld Сварочный аппарат для дуговой сварки
Этот прочный сварочный аппарат для металла оснащен удобной ручкой для дополнительного удобства. Он способен сваривать материалы толщиной от 18 гa до. ”. Мы рекомендуем использовать сварочные стержни 1/16 дюйма и 5/64 дюйма.
Этот прочный сварочный аппарат отлично подходит для различных видов мелкого ремонта, а также удобен для любительской сварки. Он имеет двойную настройку нагрева, чтобы гарантировать, что он хорошо работает при различных задачах.
Еще одна замечательная особенность аппарата для дуговой сварки Campbell Hausfeld заключается в том, что он не перегревается благодаря встроенной тепловой защите от перегрузки.Трансформатор хорошо работает для создания плавной дуги.
Сварка МИГ
Для начинающих Сварка МИГ — идеальное место для начала. MIG — это самый быстрый вид сварки и самый прочный тип соединения. Он чистый, хорошо выглядит и очень прост в освоении. Тот факт, что он может применяться к гораздо более тонким металлам, также означает, что он обеспечивает довольно универсальный подход к сварке.
Так же, как у дуговой сварки есть свои плюсы и минусы, то же самое и у сварки MIG. Сварку MIG нельзя использовать для чугуна.
MIG Сварка выполняется путем создания аккуратного валика вдоль шва, где два металла соединяются вместе с помощью подачи проволоки. Бусинка вдоль шва создается из расплавленной проволоки для соединения. Сварщик питается газом, который выделяет большое количество тепла для плавления проволоки. Перемещая проволоку по стыку во время плавления, она плавит точку соединения двух металлических частей. Это похоже на пайку, которая, конечно, в гораздо меньших масштабах.
Сварка
MIG требует, чтобы вы знали и понимали, как смешиваются газы, чтобы получить идеальное пламя для материалов и проекта, с которым вы работаете.Газы смешиваются для достижения наилучшего результата.
Также необходимо будет принять решение относительно типа провода, который вы выберете для своего проекта. Некоторые провода лучше подойдут, когда вам нужно будет уменьшить нагрев. Знакомство с различной плотностью проволоки и тем, как они влияют на желаемый результат, существенно повлияет как на внешний вид, так и на успех вашей работы.
ДОЛГОЛЕТИЕ Migweld 140
Со стандартной розеткой 110 В LONGEVITY Migweld 140 поставляется с установленной вилкой.Это мощный сварщик, способный сваривать низкоуглеродистую сталь толщиной до ”.
Еще одной замечательной особенностью этого продукта является то, что его легко изучить и легко использовать. Он поставляется с проволокой и может работать как на газе, так и при безгазовой сварке с флюсовым сердечником.
Если вам нужен сварочный аппарат, которым можно пользоваться в дороге, это будет отличный выбор. Он портативный, поэтому вы можете легко подключить его и использовать где угодно.
Ansen Portable IGBT Inverter Welder
Подходящий для сварки легированной стали, меди, нержавеющей стали и других цветных металлов, портативный инверторный сварочный аппарат Ansen IGBT способен работать на продвинутом уровне .Это помогает улучшить производительность сварочного аппарата с его входной частотой 60 Гц и рабочим циклом 60%.
Устройство отличается портативностью, так как оно оснащено ручками, упрощающими управление. Легкий размер также позволяет легко носить с собой. Мало того, это энергосберегающий продукт. Этот сварочный аппарат имеет различные методы сварки и регулируемые функции, поэтому он отлично подходит для многоцелевого использования.
LOTOS TIG200
Этот удобный алюминиевый сварочный аппарат с автоматическим двойным напряжением и двойной частотой оснащен педалью и маской.Сварочный аппарат LOTOS TIG200 также оснащен прямоугольным преобразователем, который значительно повышает точность сварки. Ручное управление горелкой повышает точность, а ножная педаль позволяет выполнять точную сварку с контролируемым нагревом. В переключателе нет необходимости, так как этот прочный сварочный аппарат для алюминия также имеет функцию автоматического обнаружения.
LOTOS TIG200 также имеет сертификаты CE, CCC, CSA и ISO-9001 и одобрен ETL. Степень защиты корпуса — IP21.
Forney Easy Weld 299 — это аппарат, который подойдет любому начинающему сварщику.Он обладает надлежащими уровнями мощности для выполнения основных сварочных задач и может сваривать сталь 1/8 дюйма с максимальной производительностью.
Некоторые называют эту модель аппаратом для сварки MIG. Однако это не совсем так. Что вы заметите в этом конкретном сварочном аппарате, так это то, что ему не нужен защитный газ для эффективной работы.
Когда вы начнете сварку, вам нужно будет настроить этот конкретный сварочный аппарат на тонкую пластину с более высокой скоростью подачи проволоки для более легких материалов и обратный процесс для толстых, хотя правильная настройка известна как стальная пластина.
Характеристики:
Поставляется с зажимом заземления для безопасности
Шестимесячная гарантия
Не требует защитного газа
В качестве инструмента этого будет более чем достаточно для сварщика начального уровня. Многочисленные особенности этого сварочного аппарата делают его хорошим выбором для людей, которые хотят исследовать сварку по своему усмотрению. Он предназначен для работы как с легкими, так и с тяжелыми металлами. Этот сварщик сможет справиться со всеми поставленными перед ним задачами, которые не являются сложными.Однако вы обнаружите, что людям, использующим это, в любом случае не нужны сложные задачи.
Hobart 500559 Handler 140 MIG Welder 115V
Модель Hobart рассчитана на долговечность. Дизайн прочный, простой и эффективный. Первое, что вы заметите в этом устройстве, — это то, что оно работает хорошо. Как сварщик начального уровня, он справится с любыми поставленными перед ним задачами.
Характеристики:
Готовность к MIG — никаких дополнительных технологий не требуется
Обеспечено промышленной гарантией для спокойствия
Возможность сварки стали до 1/4 дюйма
Как устройство, этого более чем достаточно для выполнения задач.Сварщик спроектирован так, чтобы быть универсальным, и это показывает, когда вы сочтете его полезным для домашних и внешних проектов.
Эргономичный дизайн, функциональность, удобство переноски и возможность без проблем подключиться к стандартной бытовой розетке. Рабочий зажим предназначен для тяжелых условий эксплуатации — удачное отражение того, как работает этот станок.
Разработанный с учетом практичности, вы можете настроить устройство и подготовить его к использованию всего за несколько минут. Сварщик также поставляется с руководством, так что вы можете прочитать его и узнать, как безопасно управлять сварщиком.Отличный выбор сварщика для всех.
ESAB 0558101694 MiniArc 161LTS Stick Package
В отличие от некоторых других доступных моделей, сварочный аппарат MiniArc подходит для более сложных задач и для пользователей. Как сварщик TIG, он может выполнять функции, которые сварщик MIG не может.
Характеристики:
Весит 18 фунтов, что упрощает транспортировку
Доступно 160 ампер для сварки постоянным током
Может работать как в домашних, так и в промышленных условиях
Этот сварочный аппарат очень универсален и может использоваться различными способами.Существует два разных варианта тока, поэтому вы можете использовать их как в домашних, так и в промышленных условиях. Кроме того, он может выполнять гораздо больше задач, чем обычный сварщик, поэтому вам следует использовать его для более сложных задач.
Аппарат обеспечивает высокое качество сварки даже при работе с шлаком, ржавчиной и старой краской. Цена намного предпочтительнее фирменного сварщика, поэтому это отличный выбор для людей, которые не хотят много тратить. Как сварщик, он работает быстро и эффективно и не выйдет из строя даже в более жестких условиях.Что касается качества, он будет комфортно конкурировать с более продвинутыми моделями, а также с моделями, принадлежащими крупным брендам, так что вы можете быть уверены, что это вас не подведет.
Горелка TIG / дуга / палка 200 А Инверторный сварочный аппарат постоянного тока Сварка IGBT с двойным напряжением
Инверторный сварочный аппарат TIG DC — модель, хорошо подходящая для сложных задач. Этот сварочный аппарат имеет множество функций, которые дают ему преимущество перед базовыми моделями. Аппарат был разработан для обеспечения безупречной сварки от начала до конца.
Характеристики:
200 ампер мощности, доступной для задач
Доступны несколько вариантов сварки
ЖК-дисплей для постоянного предоставления информации
Как машина, она разработана так, чтобы быть гибкой. С этой целью пользователи отметят несколько вариантов, включая выбор дуги и ручки. Он способен сваривать медь, низкоуглеродистую сталь, нержавеющую сталь и чугун, чтобы назвать несколько вариантов.
Конструкция с двойным напряжением позволяет подключать его практически к любому общему выходу и не испытывать проблем.Что касается производительности, сварщик способен производить сварной шов на материалах толщиной 1/2 дюйма. Это мастерство, как вы понимаете, дает ему преимущество перед большинством других моделей, доступных в рамках бюджетного диапазона. Несмотря на все доступные функции, это легкая машина, которую можно брать с собой куда угодно. Хотя говорят, что новые сварщики избегают моделей TIG, этот аппарат подходит для всех.
ARKSEN MIG-130 Сварочный аппарат
Аппарат ARKSEN предназначен для работы в домашних условиях.Все впечатляющие функции оптимизированы для использования в домашних условиях. Следовательно, он меньше, чем у некоторых других моделей, хотя это не приводит к недостатку мощности.
Характеристики:
Встроенные вентиляционные отверстия для предотвращения накопления тепла
Компактная конструкция для простоты использования
Достаточная мощность для выполнения множества задач
Этот сварочный аппарат представляет собой вариант MIG. Такой дизайн означает, что он может без проблем выполнять широкий спектр повседневных задач.Это не продвинутый сварочный аппарат, поэтому вам придется оценить, где он применим.
Тонкая сталь и чугун — два материала, свариваемых данным устройством без проблем. Доступно десять различных скоростей подачи проволоки, что позволяет работать в удобном темпе.
Безопасность пользователя является неотъемлемой частью этого устройства, так как имеется система вентиляции для предотвращения перегрева. Вы также заметите, что на самом сварочном пистолете есть полный контроль безопасности, чтобы предотвратить несчастные случаи.Что касается дизайна, то он сделан так, чтобы быть практичным, и с ним легко работать вместе.
Выбор сварщика для новичка
Если вы новичок в мире сварщиков, совершенно необходимо тщательно выбирать первую модель. Если вы выберете сварщика, который не справляется с работой, это будет иметь большое значение для вашего опыта в сварке. Следовательно, первый сварщик, которого вы выберете, должен быть тщательно выбран и выбран из списка многих других моделей.
Однако этот процесс усложняется, если вы не обладаете достаточными знаниями о сварщиках. Вам необходимо знать, что вы ищете в модели и какие характеристики важны. Чтобы предоставить вам опыт, необходимый для выбора первого сварщика, мы составили руководство.
Сварщики начального уровня — необходимые вам функции
Для начала мы рассмотрим, какие функции вам следует искать в сварщике. Стоит отметить, что это общий набор характеристик, а не обязательно конкретная рекомендация.
Вообще говоря, сварщик начального уровня должен иметь настройки удаленного доступа, включенные в его схему. Эта функция позволяет вам делать такие вещи, как информировать сварщика о том, с какими металлами вы работаете или какой толщины металл. С помощью этой функции у вас будет гораздо больше шансов правильно угадать тип бусины для ваших материалов.
Сварщик начального уровня, который переезжает из одного места в другое в рамках ваших обязанностей, также должен быть легковесным. Еще одна характеристика, на которую следует обратить внимание, — это портативность, а также способность принимать как переменный, так и постоянный ток.Эти качества позволят вам достичь максимального уровня гибкости при выполнении работы.
Сварщик для начинающих также должен позволять вам изменять выход, чтобы он соответствовал входу. Эта функция предотвратит повреждение металла, сварщика и вашего человека. В качестве меры предосторожности вы должны убедиться, что ваш сварочный аппарат предназначен для уведомления вас, когда вы превышаете допустимый диапазон для устройства.
Связанный: Best Welding Respirator
Как найти оптимального сварщика
Часто бывает, что поиск оптимального сварщика требует от вас рассмотрения определенных вещей.Это факторы, которые повлияют на вашу покупку, поэтому имейте их в виду.
Сварочные аппараты известных марок часто являются безопасным выбором для новичков. Эти сварщики будут принадлежать компаниям, имеющим солидную репутацию в сварочной отрасли, поэтому шансы на успешную сварку повышаются. Хобарт и Линкольн — хороший выбор в этом отношении, поскольку они предлагают широкий выбор сварщиков.
Вам также необходимо понимать свои навыки и возможности. Обычному сварщику было бы разумно рассмотреть сварщика MIG, потому что он может без проблем сваривать сталь, алюминий и толстые материалы.Сварка TIG — это еще один вид сварщиков, но он лучше всего подходит для более опытных пользователей.
Ваш выбор сварочного аппарата также зависит от ваших схем. Различные уровни напряжения лучше подходят для разных розеток. Менее мощный сварочный аппарат с меньшей силой тока лучше всего подходит для бытовой розетки, тогда как более сильные сварщики лучше всего подходят для этих промышленных розеток.
Начинающие сварщики и защитный газ — что вам нужно знать
Как новичок, вы, скорее всего, будете использовать сварочный аппарат MIG.Это означает, что вам нужно будет принять решение относительно вашего защитного газа. Защитный газ зависит от металлов и процессов, с которыми вы работаете. Для сварщиков-любителей вы обнаружите, что лучше всего подходят варианты со 100% -ным содержанием двуокиси углерода. Этот состав обеспечивает наилучшее проникновение в металлы и создает больше брызг.
При сварке с коротким замыканием необходимо настроить защитный газ на соотношение аргона и углекислого газа 75:25 или 3: 1. Не создавайте ставку наоборот.Этот состав предотвратит разбрызгивание и нагрев, что идеально подходит для этого вида сварки.
Для проектов, связанных с алюминием, вам понадобится защитный газ, состоящий из 100% аргона; эта концентрация дает наилучшие результаты. В качестве дополнительного примечания, нержавеющая сталь дает наилучшие результаты с защитным газом, состоящим из смеси гелия, аргона и углекислого газа в соотношении 90: 7,5: 2,5.
Понимание цены начинающего сварщика
На данном этапе ваш сварщик не является продвинутой моделью, и было бы неразумно искать такую.На этом этапе лучший сварщик для вас — это базовый сварщик, который позволяет ограничить бюджет. В среднем вы найдете начинающего сварщика от 50 фунтов стерлингов, а максимальный бюджет составляет от 90 до 100 фунтов стерлингов. Однако это относится только к простому переносному сварочному аппарату с небольшой силой тока.
Люди, которые ищут более мощного сварочного аппарата, могут рассчитывать заплатить больше, даже если это устройство начального уровня. Стоимость может составлять от 130 до 190 фунтов стерлингов, но это дает вам доступ к сварщику, который без проблем справится практически со всеми начальными задачами.Со временем вы придете модернизировать свой сварочный аппарат, но пока будет достаточно базовой модели.
Подводя итог, можно сказать, что выбор сварщика зависит от множества различных процессов и факторов. Начинающему сварщику не нужно искать ничего продвинутого. Неразумно искать продвинутую модель, потому что лучше сначала ознакомиться с основными функциями. Начинающие сварщики предназначены для задач начального уровня и любителей, и они без проблем выполнят все функции. Выбирая сварщика, вы должны выбрать то, что подойдет именно вам.Инструмент, который подходит коллеге или сопернику, может не подойти вам. Этот первый выбор повлияет на ваши впечатления от сварки, поэтому выбирайте внимательно. Мы прекрасно понимаем, что сварочный инструмент — одна из самых полезных частей арсенала, но он должен быть лучшим выбором. Хорошая сварочная работа приносит большое удовлетворение, но без правильных инструментов вам будет сложно. По этой, в том числе и по многим другим причинам, очень важно выбрать лучшего сварщика, соответствующего вашим потребностям и требованиям.
ДРУГИЕ ВИДЫ СВАРКИ
Существуют и другие виды сварки, о которых упоминают только в этом случае, чтобы вы могли изучить их дополнительно, если хотите.Arc, MIG и TIG — три, которые заинтересуют вас как начинающего сварщика. Всего существует около тридцати различных типов сварки, хотя некоторые из них являются подтипами основных техник. Сварщики с флюсовой сердцевиной используют вспомогательную технику дуговой сварки, и она отличается только тем, что во время процесса подается флюс, а не проволока.
ОБОРУДОВАНИЕ
Чтобы стать квалифицированным сварщиком, вам необходимо хорошо разбираться в используемом оборудовании. Средства обеспечения безопасности будут одинаковыми независимо от типа выполняемой вами сварки.Возможны некоторые вариации, и после того, как вы выберете наиболее подходящий формат, вы сможете изучить и вложить средства в правильное защитное оборудование.
ЗАЩИТА
Убедитесь, что у вас есть прочные кожаные ботинки или рабочая обувь. На ваших брюках не должно быть манжет, а верхняя часть тела должна включать огнестойкую одежду с рукавами. Эту одежду желательно носить как куртку. Кроме того, к вашей коллекции рабочей одежды следует добавить термостойкие и огнестойкие перчатки.
Очевидно, что перед первым опытом сварки необходимо иметь защитные головные уборы. Необходимо надевать шлем и подходящие защитные очки для сварщиков. Помните, что это не только искры и брызги, от которых вы будете защищать глаза и лицо. Определенное газовое пламя может обжечь роговицу глаз так же, как солнце обжигает кожу. Игнорирование мер предосторожности для ваших глаз — верный путь к катастрофе.
Всегда полезно иметь поблизости огнетушитель и использовать удлинитель сварщика при работе над сварочным проектом.
СВАРОЧНЫЕ МАШИНЫ
Сварочные аппараты бывают всех форм и размеров. Неудивительно, что наиболее распространенными являются портативные. Вы сможете решить, будет ли машина использоваться время от времени, например, для сварочных работ на выходных, или вам понадобится машина, которая станет вашей надежной мастерской.
ОДНОТЕХНИЧЕСКИЕ СВАРОЧНЫЕ МАШИНЫ
Сварочные аппараты часто продаются как одноразовые. Это может быть связано с тем, что машина входит в состав комплексного набора, специально разработанного для конкретных методов.
Если вы, скорее всего, будете использовать только один подход к сварке, такой как сварка MIG или TIG, то хорошей идеей будет поиск оборудования известной марки с указанным аппаратом.
Также важно помнить, что не все сварочные аппараты MIG подходят для всех сварочных работ MIG. Вот здесь и пригодится хорошее обучение. Хороший инструктор даст хорошие рекомендации по выбору машины, которая вам подойдет.
МНОГОПОЛЬЗОВАТЕЛЬСКИЕ МАШИНЫ
Некоторые сварочные аппараты подходят только для дуговой, MIG или TIG сварки, а другие могут использоваться для всех трех и называются многофункциональными сварочными аппаратами.Хотя вам, возможно, придется потратить немного больше денег, если вы, вероятно, будете регулярно заниматься сваркой для различных целей, таких как сельское хозяйство или постройка лодок, вероятно, лучше всего инвестировать в эти машины.
Приобретая универсальную машину, вы можете Вы обнаружите, что, хотя машина может справиться со всеми тремя основными методами, которые вы используете, в этих методах могут быть ограничения. Если вы новичок в сварке, изучите ограничения любого аппарата, чтобы убедиться, что он соответствует вашим потребностям.
ГАЗОСНАБЖЕНИЯ
Чтобы развить сварочные навыки, вам нужно будет хорошо разбираться в источниках газа, безопасности газа и смешивании газов. Большая часть поставок газа доставляется, поэтому поиск хорошего поставщика имеет первостепенное значение для успеха вашего предприятия. Прямой C02 будет поставляться в одном газовом баллоне. Однако, если вы используете другие газы, такие как арон, их необходимо заказывать отдельно. Не забывайте иметь правильные трубки и регуляторы не только для соблюдения требований законодательства, но и для вашей собственной безопасности.
ПРИНАДЛЕЖНОСТИ
При выборе машины учитывайте такие факторы, как то, как вы будете держать резак. Некоторые сварочные аппараты разработаны специально для начинающих. Другие созданы для комфорта. Резак с пистолетной рукояткой может существенно повлиять на ваш постоянный интерес к сварке.
Какой сварщик лучше всего подходит для начинающих?
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Вам нравится учиться сварке, но вы не знаете, какие инструменты вам нужны? Независимо от того, посещаете ли вы программу обучения сварке в профессиональном училище или только начинаете заниматься дома, правильное оборудование может иметь важное значение для получения чистых и прочных сварных швов.
В качестве одной из наиболее крупных покупок, которые вы могли бы сделать, у вас может возникнуть много вопросов о сварочных аппаратах:
- Какой сварщик лучше всего подходит для начинающих?
- Какие сварщики самые дешевые?
- Какой сварщик выполняет самую точную работу?
Найдите ответы на эти и другие вопросы ниже.
4 Рекомендации по выбору сварочного аппарата
К счастью, с таким большим выбором сварщиков можно найти сварщика, который соответствует вашему уровню опыта, сварочной школе или требованиям проекта и бюджету.
Первое, что вы можете заметить, — это количество доступных на рынке вариантов сварочных аппаратов. Будь проще. Сосредоточьтесь на основном оборудовании, необходимом для занятий сваркой или для начала своего первого проекта.
При сравнении сварщиков учитывайте следующие факторы:
- Ваш уровень мастерства
- Вид сварочного процесса
- Сварочный проект или заявка
- Бюджет 1
3 шага к выбору первого сварочного аппарата
Покупка первого сварочного аппарата может быть важным решением.Давайте посмотрим, как реализация приведенных выше соображений может помочь вам в этом. Имейте в виду, что вам может потребоваться больше или меньше шагов, чтобы выбрать подходящую машину для ваших нужд.
Шаг 1. Сопоставьте свои навыки со сварочным процессом
MIG, Stick и TIG являются наиболее распространенными сварочными процессами, и для каждого из них требуется отдельный тип настройки аппарата. 1
Выбор процесса, который вы планируете изучить в первую очередь, может помочь вам определиться с типом сварщика, который вам нужен.
Сварка МИГ (новичок)
Сварочные аппараты
MIG являются одними из лучших для начинающих, поскольку в них используется проволочный сварочный электрод на катушке, которая подается с предварительно выбранной скоростью через сварочную горелку. Газовая дуговая сварка (GMAW или MIG) — это полуавтоматический или автоматический процесс.
Преимущества сварки MIG
- Просто учиться
- Высокая скорость сварки
- Очиститель сварных швов 2
Ручная сварка (промежуточная)
По сравнению с другими сварочными процессами, освоение дуговой сварки в экранированном металле или сварки штангой может занять больше времени.
Название этого процесса может дать вам представление о том, что он влечет за собой: покрытый флюсом металлический электрод используется для передачи электрического тока от станка к металлической заготовке. Во время горения флюс выделяет газ для защиты сварочной ванны, который позже оседает, образуя защитный шлак над работой. Между тем металлический электрод плавится в стыке, укрепляя его. 3
Преимущества ручной сварки
- Работы по металлу
- Использование в помещении и на улице при ветре
- Для ржавых или окрашенных материалов 1
Сварка TIG (расширенная)
1
Для сварки вольфрамовой дугой (TIG) требуются высокие навыки сварки.Одна из причин этого заключается в том, что сварка TIG — это ручной процесс, при котором вы держите горелку одной рукой, а другой подаете металлический присадочный стержень в сварочную ванну. 4
Преимущества сварки TIG
- Прецизионные сварные швы
- Педаль для регулировки тепловложения
- Более качественные сварные швы красивого вида 1
Шаг 2: Согласование процесса сварки с проектом
Помимо уровня навыков, вы также захотите подумать о том, над какими типами проектов вы будете работать.Каждый сварочный процесс (и его конкретный сварщик) имеет уникальное применение.
Сварка МИГ
- Ремонт автомобилей и прицепов
- Ремонт газона и садовой техники
- Общее производство и ремонт
- Металлоконструкции
- Искусство и скульптура 5
Ручная сварка
- Ремонт сельхозтехники и ранчо
- Строительство (сварка конструкций) 5
- Монтаж временных конструкций
- Изготовление ювелирных изделий 6
Сварка TIG
Шаг 3. Определите, какой сварочный аппарат соответствует вашему бюджету
После того, как вы определились, какой тип машины вам нужен, самое время выбрать модель, которая лучше всего соответствует вашему бюджету.
Не забудьте учесть стоимость всего остального сварочного оборудования, которое вам понадобится, при составлении бюджета, например, стоимость сварочного шлема, куртки, сварочных перчаток и других предметов первой необходимости.
Это важное решение. Подумайте об этом и не торопитесь. 1
Наверх Далее: выберите сварочный шлем
Любой сварщик скажет вам, насколько важно носить сварочный шлем для вашей безопасности в классе или на рабочем месте.
После того, как вы выбрали сварщика, следующим шагом может быть выбор сварочного шлема.
Заполните форму, чтобы получить информационный пакет без обязательств.
Вам также может понравиться …
Дополнительные источники
1 https://www.millerwelds.com/resources/article-library/buying-your-first-welder-a-practical-informative-guide-for-doityourselfers
2 http: / /welderstation.com/different-types-of-welding-processes/
3 https://www.cromweld.com/stick-welding/
4 https: // сварочные пики.com / tig-welder-works-and-when-to-tig /
5 https://www.millerwelds.com/Training/PresentationsQuizzes/IntroToWelding/Welding11/presentation.html
6 https://astromachineworks .com / различные-типы-сварочные-приложения /
Сварка — Решения для обучения персонала
Сварка
Расположение
4680 West Andrew Johnson Highway
Greeneville, TN 37743
423-798-7988
Конкурс сварщиков
20–21 мая 2016 г.
Заходи сейчас!
Программа обучения сварщиков Отдела муниципального колледжа штата Уолтерс сосредоточена на предоставлении решений для обучения сварке, которые максимально увеличивают время дуги в рабочем состоянии, одновременно предоставляя студентам базовые знания, связанные с изучаемым процессом.
Мы стремимся предоставлять как стандартизированные, так и индивидуальные курсы, разработанные для нужд предприятий и частных лиц в этом районе.
Программа Walters State Welding / Advanced Manufacturing размещается на территории площадью 6000 квадратных футов с современным оборудованием, разработанным для обеспечения студентов стабильной и надежной учебной средой.
Наш объект включает в себя классную комнату с мультимедийными возможностями вместимостью до 20 студентов.
Возможности сварочного процесса
Наши возможности сварочного процесса поддерживаются современными энергоэффективными инверторными источниками питания, которые поддерживают следующие процессы:
- Дуговая сварка в экранированном металле углеродистой стали, нержавеющей стали, никелевых сплавов и высокопрочных низколегированных сталей.
- Газовая дуговая сварка (MIG) углеродистой стали, нержавеющей стали и алюминия с использованием различных режимов переноса, включая импульсный перенос распылением.
- Дуговая сварка углеродистой и нержавеющей стали порошковой проволокой с использованием электродов FCAW как с защитным газом, так и без него.
- Сварка газовой вольфрамовой дугой (TIG) углеродистой стали, нержавеющей стали, никелевых сплавов и алюминия.
Возможности вспомогательного оборудования
Наши возможности сварочного процесса поддерживаются оборудованием, позволяющим сварщику быстро и эффективно подготавливать материалы для сварки.В нашем оборудовании:
- Вертикальная ленточная пила с наклонной головкой для снятия фаски.
- Станок для штамповки и резки плоского и углового железа 50 тонн.
- ЧПУ и ручная плазменная резка.
- Переносной фрезерный станок для труб с диапазоном от 2 до 6 дюймов.
- Переносное вытяжное оборудование для каждой кабины.
- Ручное и механизированное оборудование газокислородной резки.
- Управляемый прибор для проверки на изгиб для аттестации и сертификации сварщиков.