Содержание
Сварка инвертором тонкого металла
Из не толстой стали выполнено множество конструкций. Это кузова автомобилей, емкости под жидкости, и трубки небольшого диаметра. На предприятиях сварка тонких листов металла осуществляется специальными аппаратами, обеспечивающими оптимальное соединение. Но как сварить подобные материалы в быту? Какие электроды подойдут? На каких режимах аппарата вести шов? Сварка инвертором тонкого металла будет успешной, если знать ответы на эти вопросы, а также посмотреть соответствующее видео.
Особенности работы с листовым железом
Не все сварщики умеют сваривать листы стали толщиной 1-1.5 мм. Это требует определенных знаний и навыков. Но если проявлять упорство и практиковаться, а также изучать видео о том, как варить тонкий металл инвертором, то можно достичь значительных успехов.
Сварка тонкого металла осложняется следующими факторами:
- Прожоги. Поскольку свариваемый материал довольно тонкий, в нем часто случаются сквозные дыры.
 Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва. - Непровары. Желая избежать первого дефекта, сварщики слишком спешат при прохождении стыка, и остаются не проваренные места. Это портит герметичность соединения, и делает непригодным изделие под работу с жидкостями. На излом и разрыв сопротивление тоже маленькое. В решении ситуации помогают правильные настройки инвертора и выбор электродов.
- Наплывы с обратной стороны. Сварка тонколистового металла сопровождается еще одной распространенной проблемой — выступающими валиками с обратной стороны поверхности. С лицевой части изделие имеет ровный шов, без пор и непроваров, но расплавленный металл сварочной ванны, под действием силы тяжести, продавливает участок шва на другую сторону. Ситуация решается специальными подложками или уменьшением силы тока, и изменением техники наложения шва.
- Деформация конструкции. Листовая сталь быстро перегревается, что ведет к расширению межмолекулярной составляющей. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
 Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва.
Это наиболее распространенная ошибка начинающих сварщиков. Причиной служит неправильно выбранная сила тока и медленное ведение шва. Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.
Конструкция начинает вытягиваться в зоне нагрева. Поскольку края изделия остаются холодными, поверхность покрывается волнами или общим изгибом. На не ответственных изделиях возможна холодная правка формы резиновыми молотками. Но если такой возможности нет, то применяется определенное чередование наложения шва по всей длине.Используемые электроды
Чтобы успешно справиться с подобной работой важно правильно выбрать электроды для тонкого металла. Поскольку сварка ведется на пониженных токах, применение электродов диаметром 4 и 5 мм будет «душить» электрическую дугу, не давая ей нормально гореть.
Оптимальным вариантом для соединения тонких металлов являются электроды диаметром 2-3 мм. Дуговая сварка пройдет успешно, если предварительно прокалить расходные материалы при температуре 170 градусов. Это позволит покрытию плавиться равномерно, не мешая манипулированию дугой и формированию шва.
Электроды для сварки тонкого металла должны иметь качественное покрытие. Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Технология работы с листовой сталью подразумевает прерывистую дугу, для чего электрод кратковременно отрывается от сварочной ванны. Если обмазка будет тугоплавкой, то результатом станет образование своеобразного «козырька» на конце электрода, мешающего контакту с поверхностью и возобновлению дуги.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Техника сварки
Сваривание тонколистового железа требует грамотного подвода краев пластин друг к другу. Соединение в стык часто приводит к прожогам, и подходит только для опытных сварщиков. Если есть возможность, стоит расположить пластины внахлест. Это создаст некоторое основание для наплавляемого металла, и не позволит прожечь все изделие. Электрод в этом случае направляется преимущественно на нижнюю пластину, т. к. иное положение приведет к подрезам верхней стороны.
При соединении в стык разделка кромок не выполняется. Потребности в зазоре тоже нет. Необходимо максимально плотно свести торцы деталей и выполнить прихватки. Невысокая сила тока и тонкие электроды значительно облегчаю работу. Далее варить можно несколькими способами:
- Выставить малый ток и быстро вести шов без колебательных движений, строго по линии соединения.
- Приподнять силу тока немного выше, но вести шов прерывистой дугой, давая металлу время остыть, перед очередной «порцией» присадки.
- Варить вышеописанными способами, но с использованием специальной подложки, для поддержания разогретого участка и избежания проваливания. Металлический стол здесь не подойдет, поскольку изделие может частично привариться к нему. Хорошей альтернативой будет графитовая подкладка.
- Для предотвращения сильной деформации накладывать швы в шахматном порядке, либо небольшими участками (по 100 мм). При последнем методе заканчивать следующий шов необходимо на месте начала предыдущего. Это позволит равномерно нагреть изделие по всей длине, и минимизировать деформацию.

Сварка ведется короткой дугой, что позволяет быстро сформировать шов и избежать перегрева участка. Увеличение дистанции между концом электрода и поверхностью, визуально не дает прожечь пластины, но не содействует образованию сварочного валика. Электрод держится на себя под углом 45 градусов, или под наклоном в сторону. Прямого угла следует избегать, т. к. это ведет к прожогам.
Прямого угла следует избегать, т. к. это ведет к прожогам.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Поделись с друзьями
1
0
0
0
советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва).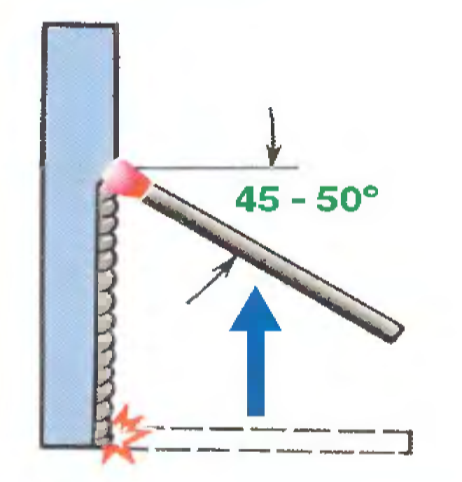 Он снижает прочность шва.
Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.

Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной.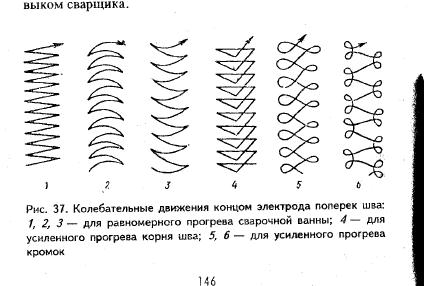 Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения.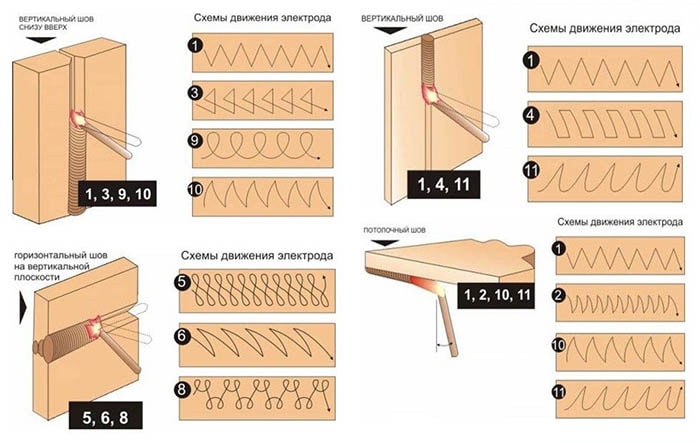 Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
 Важно не допустить образования подрезов кромок и подтеков металла.
Важно не допустить образования подрезов кромок и подтеков металла.Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
 Место расплавления широкое, но не глубокое.
Место расплавления широкое, но не глубокое.При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
Главное в этом деле — практика.
Как научиться варить сварочным инвертором — изучаем основы
Чтобы разобраться в том, как научиться правильно варить сварочным инвертором, следует сначала выяснить, что же именно представляют собой подобные аппараты. Сварочный инвертор имеет довольно компактную конструкцию, переносить его с одного места на другое значительно легче по сравнению с обыкновенным сварочным аппаратом, работающим на основе трансформатора. Кроме того, работать с современным устройством значительно удобнее.
Основные элементы конструкции инвертора, принцип образования дуги
Сваривать металлические элементы при помощи инвертора достаточно надежно можно только в случае, если знать хотя бы приблизительное его устройство. Прежде всего, конструкция данного оборудования занимает не слишком много места: все необходимые детали помещаются в малогабаритном металлическом ящике, который в длину не превышает полуметра, в ширину обычно не больше 20 см, а в высоту – порядка 30 см.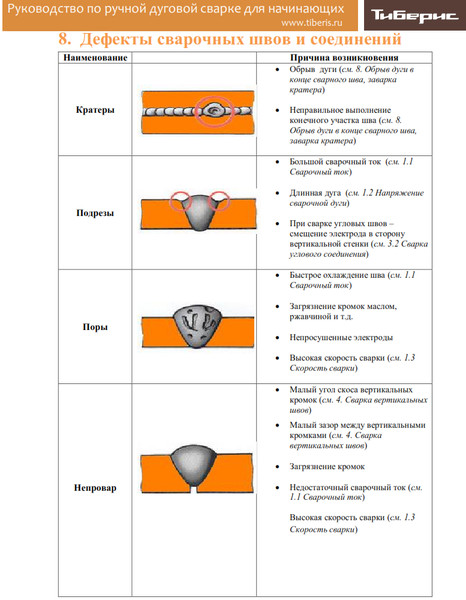 Общая масса конструкции составляет порядка 10 кг.
Общая масса конструкции составляет порядка 10 кг.
Принцип его работы заключается в выдаче электрического тока с подходящей силой и напряжением. Инвертор выдает в районе свариваемой поверхности постоянный ток, формируемый из переменного напряжения, находящегося в бытовой сети, – 220 В.
У аппаратов всегда имеются две клеммы – катод, или отрицательно заряженный проводник, и анод – положительный. Одна из них используется для подключения электрода, а другая соединяется с металлом, который будет свариваться. После того как начинает подаваться напряжение, формируется единая электрическая цепь. Если сделать ей незначительный разрыв, величина которого будет составлять всего лишь несколько миллиметров (как правило, не больше 8), то в этом месте осуществляется ионизация воздуха и возникает соответствующая электрическая дуга.
Чтобы правильно научиться варить инвертором, следует понимать, что основная масса тепла выделяется именно в электрической дуге, которая горит при температуре порядка 7000 градусов.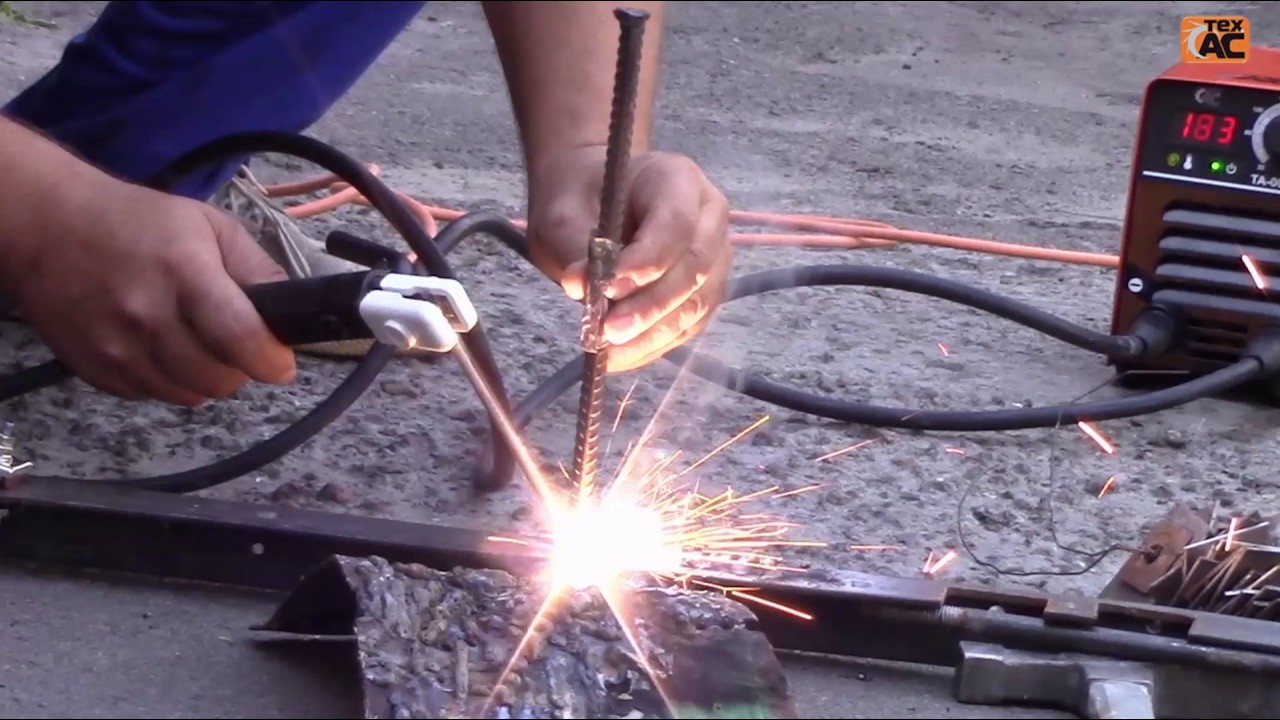 Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Это позволяет качественно расплавить кромки свариваемых металлических заготовок.
Когда дуга искрит, происходит расплавление не только кромок металла, но и самого электрода, в результате все эти материалы перемешиваются друг с другом. Если сварочные работы проводятся плохо, то шлак, который, как правило, значительно меньше по плотности по сравнению с металлом, будет оставаться в толще металла. Это значительно снижает качество получаемого сварного соединения.
Обычно шлак выходит на поверхность и не допускает, чтобы свариваемые элементы окислялись кислородом, содержащимся в воздухе, или же начинали поглощать азот из окружающей среды. После того как расплавленный металл начнет застывать, происходит формирование сварного соединения.
Основные параметры сварных работ
Чтобы перенять опыт видавших виды сварщиков, нужно разобраться с таким понятием, как полярность тока, потому что она бывает прямой и обратной. Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Первая формируется в случае, если ток протекает от катода к аноду. Обратная полярность получается при противоположной ситуации.
Если человек знает, как правильно варить, то он поймет, что наивысшая температура будет формироваться на клемме, от которой начинает проистекать электрический ток. При использовании прямой полярности температура будет выше непосредственно на заготовках. Как правило, подобной технологией пользуются сварщики, которые только начинают постигать азы данного ремесла.
При обратной полярности более высокая температура формируется на электроде. Данная технология полезна при проведении работ с листами металла незначительной толщины, а также при работе с металлами, которые не слишком хорошо реагируют на перегрев, что может привести к порче заготовки.
Немаловажную роль играет толщина электрода или сварной проволоки. Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Этот показатель напрямую зависит от того, насколько толстыми будут свариваемые детали. В принципе, от этого показателя следует отталкиваться при выборе силы тока. Получается, что чем выше толщина электрода, тем большую силу электрического тока нужно подавать на него.
Также следует учитывать, что на показатель силы тока оказывает непосредственное влияние местоположение шва – горизонтального, вертикального, потолочного и так далее. Для постепенного освоения инверторной сварки следует тщательно изучить таблицу, где приводятся соответствующие силы тока, диаметры электродов и другие немаловажные показатели, касающиеся проведения сварных работ.
Каковы главные положительные качества инвертора?
Инверторный аппарат гораздо удобнее для проведения сварочных работ. Даже большинство профессиональных сварщиков говорят о том, что подобная технология значительно лучше и проще по сравнению с примитивным трансформатором. Благодаря применению данного изделия можно не только с легкостью сформировать дугу, но и получить ее в конечном счете максимально устойчивую.
Подобный эффект позволяет не допустить чрезмерно сильного разбрызгивания металла. Инвертор хорош еще и тем, что в нем предусмотрен целый ряд разного рода дополнительных характеристик. В частности, одной из наиболее полезных функций является так называемый «Горячий старт», который позволяет сделать сварочный ток в самом начале проведения работ как можно более сильным. Это позволяет сформировать дугу значительно проще и быстрее.
Еще одной функцией является «Сильная дуга». Данный элемент активируется только в случае, если электрод чересчур близко подошел к свариваемым элементам. При подобном развитии событий аппарат будет увеличивать силу тока в автоматическом режиме. Это позволяет расплавлять металл как можно быстрее, чтобы электрод не прилипал к заготовкам.
Третьим полезным качеством является опция «Антизалип». В случае необходимости она делает электрический ток наиболее низким, чтобы электрод можно было очень быстро оторвать от поверхности металла и продолжить выполнение работ.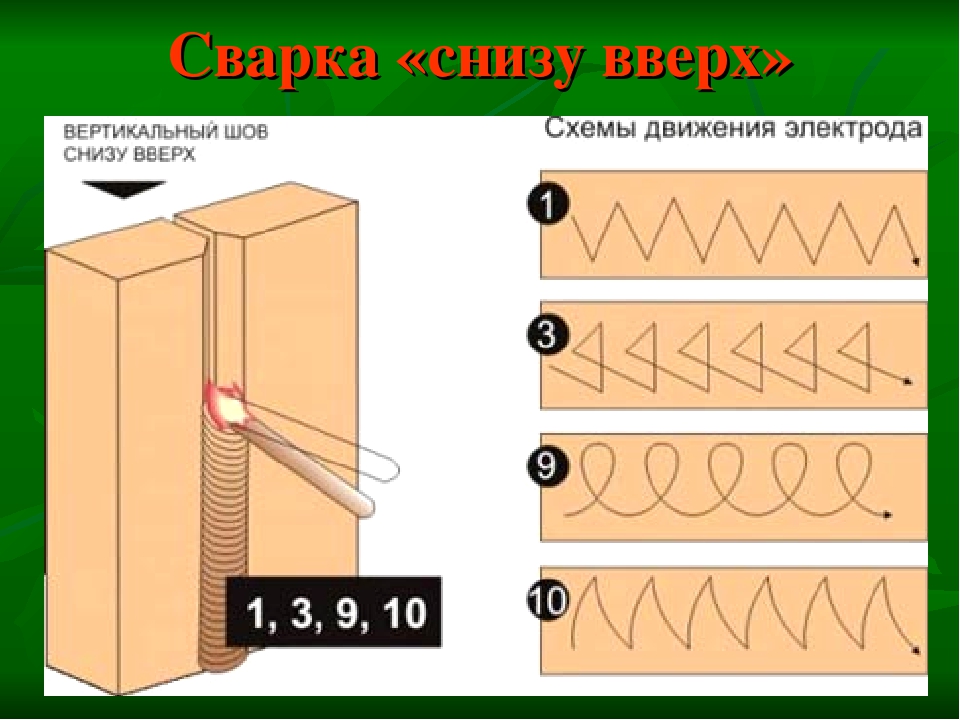 Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Функция очень полезна для тех, кто пока полностью не разобрался в том, как правильно оторвать электрод от заготовки.
Инвертор представляет собой довольно экономичный аппарат. Если рассматривать электроды с диаметром 3 мм, то для их качественного использования вполне достаточно установить напряжение с мощностью 4 кВт – это в полной мере соответствует нормальному параллельному подключению двух электрических чайников.
Экономичность конструкции в плане потребления электрического тока позволяет буквально в течение одного сезона оправдать довольно высокую стоимость инверторного сварочного аппарата.
Какие меры, касающиеся техники безопасности, необходимо соблюдать?
Чтобы разобраться, как варить инверторной сваркой, сначала следует уяснить основные нормы безопасности. Дело в том, что сварочные работы отличаются особой опасностью для здоровья и жизни человека, поэтому к ним следует подходить с осторожностью.
- Перед тем как приступить к выполнению работ, нужно очистить прилегающее пространство от деревянных предметов и других вещей, способных быстро воспламениться. Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
- На себя следует надеть плотную одежду, по возможности закрывающую все тело: длинные плотные брюки, куртку или кофту с длинными рукавами. Это делается для того, чтобы капли расплавленного металла не смогли попасть на кожу и вызвать сильный термический ожог.
- Глаза и лицо необходимо защитить специальной маской со встроенным темным стеклом или светофильтром. Оно не будет пропускать солнечный свет, но горение дуги будет прекрасно видно, также этот фильтр позволит хорошенько рассмотреть, как происходит расплавление металла и заполнение сварного шва.
- Если дуга горит, но сваривания металла не происходит, то это может сказать о неисправности аппарата или недостаточной силе тока. Прибавить ее можно на рабочей панели оборудования. Если это не помогло, то инструмент следует сразу обесточить, так как наверняка внутри него произошла какая-то поломка. Она может вызвать поражение электрическим током.
- Категорически запрещается работать во влажную погоду, при слишком низких температурах и других неблагоприятных атмосферных явлениях, потому что это также зачастую вызывает удар током.
- Не следует наблюдать за проведением или выполнением сварных работ без защитного стекла – это вызывает сильный ожог роговицы, от которого придется восстанавливаться в течение нескольких дней. Ожоги этого плана бывают различными: слабая степень характеризуется возникновением перед глазами светлых пятен; средняя степень начинается с ощущения песка в глазах; сильная может вызвать частичную или абсолютную потерю зрения.
 Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания.
Этот момент очень важен именно для тех людей, которые только начинают осваивать сварку. Электроды, шлак, расплавленный металл отличаются очень высокой температурой, что может стать причиной быстрого возгорания. Она может вызвать поражение электрическим током.
Она может вызвать поражение электрическим током.Как правильно зажечь дугу?
Люди, стремящиеся выяснить, как научиться варить сварочным инвертором, должны сначала потренироваться правильно зажигать дугу и поддерживать ее горение в течение всего периода проведения работ.
На первом этапе следует подключить клеммы в зависимости от того, с какой полярностью планируется работать – прямой или обратной. Если опыта в сварке на настоящий момент совсем нет, то нужно использовать только прямое подключение. Начинающему сварщику лучше брать универсальные электроды, подходящие для большинства металлов: их диаметр составляет 3 мм.
Применять более толстые электроды нежелательно, так как они могут вызвать серьезное колебание дуги и нестабильное ее горение. Работа с подобными расходными материалами требует лучших навыков.
Поначалу нужно установить силу тока, равную 100 А. Использование маски с непривычки может вызвать некоторый дискомфорт, однако для сохранения зрения им можно и пожертвовать. Перед непосредственным розжигом дуги нужно слегка постучать электродом по металлу, чтобы сбить обмазку с его края.
Поджигать дугу можно одним из следующих способов:
- чирканье;
- легкое касание.
Если принять во внимание все рассмотренные моменты, то разобраться, как варить сварочным инвертором, будет не слишком сложно. Тем более, что он может использоваться для различных материалов.
Тем более, что он может использоваться для различных материалов.
Как правильно варить толстый металл
В любом домохозяйстве постоянно требуется построить или починить какую-нибудь конструкцию из металла. Самым прочным соединением двух металлических деталей является сварка. Кузнечная сварка известна человечеству уже несколько тысячелетий, сварке же электрической дугой или газовой горелкой — немногим больше столетия.
И если ремесло (или даже искусство) кузнеца требовало многолетнего обучения и накопления опыта, то электродуговую сварку на начальном уровне при желании и наличии соответствующего оборудования вполне можно освоить за несколько дней.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Технология сварочных работ
Сварочные работы происходят при высокой температуре. Электрическая дуга является источником тепла для нагревания и частичного расплавления рабочей зоны. Она возникает в воздушном зазоре между деталью и электродом, поддерживается все время операции и плавно перемещается вдоль линии шва.
Размеры образующейся рабочей зоны расплавленного металла, или сварочной ванны, определяются
- выбранным режимом работы;
- скоростью движения электрода;
- свариваемыми материалами;
- толщиной деталей и конфигурацией кромок.
Средние размеры сварочной ванны:
- ширина- 0,8-1,5 см;
- длина 1-3 см;
- глубина — около 0,5-0,7 см.

Чтобы правильно варить, необходимо выбрать материал и толщину электрода в соответствии с толщиной свариваемых деталей. Электрод покрыт тонким слоем флюса, или обмазки. При нагреве этот флюс плавится и образует защитную газовую область над рабочей зоной, что противодействует попаданию в рабочую зону кислорода воздуха. По мере удаления электродуги и следом за ними — зоны сварочной ванны расплавленный металл кристаллизуется, образуя шов, который соединяет детали в единое целое. Поверх шва располагается тонкий слой остатков выгоревшего флюса, который требуется зачистить.
Типы сварочных аппаратов
На рынке представлено большое количество моделей сварочных аппаратов разных типов.
Из всего их разнообразия:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- автоматы;
- плазменные;
В условиях домашней мастерской чаще всего применяют трансформаторы — из-за их дешевизны и инверторы из-за простоты и удобства в работе. Остальные требуют либо специальных условий для работы, достижимых только на производстве, либо специального обучения и длительного приобретения навыков.
Трансформаторные
Устройство таких аппаратов крайне простое — это мощный понижающий трансформатор, во вторичную обмотку которого и включают рабочую электрическую цепь.
Трансформаторный сварочный аппарат
- очень большой вес и габариты;
- низкая стабильность дуги;
- работа переменным током;
- вызывает броски напряжения в питающей сети.
Такой аппарат требует от сварщика мастерства и большого опыта. Для обучения начинающего сварщика тому, как правильно варить, он подходит плохо.
Инверторы
Инверторный аппарат имеет гораздо более сложную конструкцию. Инверторный блок многократно преобразует входное сетевое напряжение, доводя его параметры до необходимых. За счет трансформации тока высокой частоты габариты и вес трансформатора получаются во много раз меньше.
- малый вес и габариты;
- стабилизированное напряжение и ток в цепи;
- дополнительные функции антиприлипания и горячего старта;
- возможность точной регулировки параметров тока и дуги;
- не вызывает бросков напряжения в питающей сети.
Есть у инвертора и недостатки:
- высокая цена;
- низкая морозостойкость.
Обучение тому, как правильно варить, лучше начать с инвертора. Стабильность параметров дуги и дополнительные функции, облегчающие старт и предотвращающие «залипание», позволят новичку сосредоточиться на шве и быстрее освоить технологию.
Что потребуется для работы начинающему сварщику
Для начала обучения придется подобрать соответствующее оборудование и экипировку.
Особое внимание следует уделять индивидуальным средствам защиты, поскольку сварочные работы — процесс вредный для зрения и органов дыхания.
Необходимо будет оборудовать рабочее место, если оно в мастерской — то помещение следует снабдить эффективной вытяжкой и достаточным освещением.
Если вы решили начать обучение на свежем воздухе- то обязательно на сухом основании и под навесом, который защитит вас и оборудование от дождя.
Рабочее место должно быть просторным, не захламленным, не стеснять движений сварщика.
Кабели нужно раскладывать таким образом, чтобы не наступать на них и не запнуться при перемещении вокруг заготовок.
В качестве заготовок для отработки навыков лучше выбрать обрезки проката и стальных листов. Начинать с ответственных конструкций не рекомендуется.
Инструменты и средства защиты
В обмундирование и средства индивидуальной защиты входят:
- маска сварщика со встроенным светофильтром для защиты глаз от яркого света и ультрафиолетового излучения дуги;
- спилковые перчатки — краги для защиты рук от брызг раскаленного металла;
- плотная одежда из негорючей ткани;
- шапочка под маску;
- прочная обувь.
- респиратор для защиты органов дыхания от образующихся газов и пыли, особенно при работе с цветными металлами.
Из инструментов, материалов и оборудования понадобятся:
- Угловая шлифмашина (болгарка) для нарезки заготовок и зачистки швов;
- Набор ручного слесарного инструмента — молотки, зубила, пассатижи и пр.;
- Металлическая щетка для зачистки заготовок;
- Струбцины и зажимы для соединения заготовок;
- Электроды.
Ну, и наконец, инвертор с входящими в комплект кабелями и держателем.
Какие электроды выбирать
Для того чтобы начать учиться варить правильно, необходимо подобрать сварочные материалы в соответствии со свариваемыми материалами и их толщиной. В качестве учебного задания лучше выбрать обычные низкоуглеродистые конструкционные стали. Для них подойдут широко распространенные электроды с обмазкой.
Электроды для сварочных аппаратов
Учатся обычно на электродах диаметром 3 мм, 1,6 и 2 мм применяют для работы с тонкостенными конструкциями, а 4-6 мм — для сваривания толстостенных заготовок.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Мощность аппарата должна соответствовать диаметру электрода (или его номеру). В руководстве пользователя (и на корпусе прибора) есть таблица определения рабочего тока в зависимости от номера.
Рекомендации как правильно сварить металл
Чтобы правильно варить металл, недостаточно просто научиться делать швы. Сварщик обязательно должен быть еще и материаловедом — знать многое о свойствах свариваемых материалов, их взаимодействии друг с другом и с высокими температурами.
Технология включает в себя много операций до начала и по окончании собственно выполнения шва.
До начала главной операции свариваемые детали необходимо тщательно очистить от механических загрязнений, старой краски, ржавчины и обязательно обезжирить. Требуется также правильно расположить их друг относительно друга и зафиксировать в этом положении.
При соединении тонкостенных конструкций или просто протяженных швов детали прихватывают друг к другу в нескольких равноотстоящих друг от друга точек, чтобы избежать термических деформаций.
Будущий сварщик заранее должен знать и предвидеть:
- потенциальные проблемы;
- разновидности дефектов
и продумать, как их избежать.
Начинают с трех простейших видов соединений
- Встык. Кромки соединяемых деталей находятся в одной плоскости с небольшим зазором между ними, и этот зазор заполняется шовным материалом.
- Внахлест. Детали располагаются с некоторым перекрытием кромок.
- Тавровый. Одна пластина торцом приваривается в середине другой, обычно под прямым углом.
Три основных виды соединения
В целом можно сказать, что работа сварщика наполовину состоит из собственно сварки, а наполовину — из планирования и подготовки. Научиться варить правильно — это значит научиться планировать и готовиться.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением.
Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Предосторожности, перед тем как варить сваркой электродами
Варить правильно — это значит варить безопасно. Меры предосторожности при сварке электродами позволят сохранить здоровье и работоспособность сварщика:
- Перед началом работы необходимо осмотреть аппарат, держатель и кабели на предмет отсутствия механических повреждений и нарушения изоляции.
- Работу следует вести при положительной температуре и при влажности до 80%;
- Обязательно использование индивидуальных защитных средств.
- Следует применять спецодежду с противопожарной пропиткой.
- Радом с рабочим местом следует иметь огнетушитель, пригодный для тушения электроустановок под напряжением.
Тщательное и неуклонное соблюдение правил сварки металла электродом не потребует много времени и помогут сохранить материальные ценности и здоровье людей.
Нюансы для начинающих в сварке
Есть несколько нюансов, которые могут пригодиться любому желающему научиться варить правильно:
- Не забывать о заземлении и о важности регулярной проверки качества контакта зажима и заготовки.
- Регулярно проверять изоляцию кабеля.
- Сила тока выбирается сразу после подключения массы.
- Перед поджигом дуги следует установить электрод под углом примерно 60 градусов к плоскости детали, а расстояние между его концом и деталью — около 0,5 см.
Положения электрода при сварке
Осваивая все более сложные виды швов и конфигурации соединений, домашний мастер сможет научиться варить правильно и снабдит свое домохозяйство всеми необходимыми в нем сварными конструкциями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
| Толщина металла, мм | 0,5 мм | 1,0 мм | 1,5 мм | 2,0 мм | 2,5 мм |
|---|---|---|---|---|---|
| Диаметр электрода, мм | 1,0 мм | 1,6 мм – 2 мм | 2 мм | 2,0 мм – 2,5 мм | 3 мм |
| Сила тока, А | 10-20 ампер | 30-35 ампер | 35-45 мм | 50-65 мм | 65-100 мм |
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Изобретение сварочного аппарата значительно упростило процесс соединения металлических предметов. При работах с тонкими заготовками, новички могут испытывать определенные трудности.
Сварка тонкого металла электродом должна выполняться с применением сварочных аппаратов, которые
позволяют осуществить данную операцию без деформации и прогорания тонкого листа.
Технология сварки
Чтобы не произошло прогорания металла, сварка должна осуществляться как можно быстрее. Электрод проводится один раз вдоль шва, без задержек. Чтобы без проблем сварить тонкий металлический лист, необходимо, насколько это возможно, снизить рабочий ток.
Инверторный аппарат, который используется для этой цели, должен иметь плавную регулировку выходной мощности. Чтобы не возникло проблем с запалом дуги, применяются устройства, которые имеют напряжение холостого хода не менее 70 В.
При выполнении работ следует обращать внимание на геометрию тонкого листа, которая может изменяться во время сильного нагрева. Для надежного соединения встык, необходимо зачистить кромки материала от ржавчины. Следует, также выровнять заготовки, если в этом есть необходимость и закрепить. Только чистый и ровный металлический лист, позволит получить требуемое качество свариваемых поверхностей.
Когда подготовительные работы будут окончены, свариваемые изделия прихватывают через каждые 7 — 10 см, и только затем уже производят окончательное соединение материала.
Если нужно сделать соединение двух тонких листов внахлёст, то такой вариант сварки, позволяет использовать больший ток, при этом значительно снижаются негативные проявления высокой температуры на свариваемые поверхности. Вероятность прожога материала снижается в несколько раз, а изменение геометрии практически не наблюдается.
Чтобы минимизировать влияние высокой температуры, на соединяемый встык или внахлёст металл, под него следует подложить листовую медь. Этот материал отлично отводит излишки тепла от свариваемой поверхности, тем самым предотвращая появления коробления и других негативных проявлений температурного расширения свариваемых поверхностей. Иногда, с этой же целью используется проволока, которая укладывается в месте стыка двух металлов.
Работа инвертором
Сварка тонкого металла инвертором, позволяет выполнить эту операцию с применением обратной полярности. В этом случае » — » подключается к свариваемому металлу, а «+» к держателю электродов.
Такая техника сварки электродом позволяет минимизировать вероятность деформации и прогорания металлического изделия. При обратной полярности электрод нагревается значительно сильнее, чем соединяемый металл, поэтому удаётся выполнить работу по соединению, максимально эффективно.
Для получения качественного шва, необходимо использовать тонкие электроды диаметром не более 2 мм. Следует использовать изделия, которые обладают высоким коэффициентом расплавления. Это качество позволяет осуществлять сварку тонких конструкций при малом токе, что положительно отразится на качестве сварного шва.
Сварка тонких листов инвертором должна осуществлять плавным движением электрода. Чтобы не прожечь изделие и чтобы шов получился ровным необходимо располагать электрод в пределах 45 — 90 градусов к свариваемой поверхности. Соединение лучше выполнять углом вперед.
От качества используемых электродов зависит уровень соединения. Электроды для сварки тонкого металла инвертором должны быть хорошего качества и, желательно, импортного производства.
Видео: показываются простые приемы в нахлест и стык.
Достоинства сварки тонких заготовок инвертором
Этот способ позволяет выполнить качественное соединение тонкого металла. Если сварочные работы осуществляются профессионалом, то не происходит температурной деформации и изделие будет иметь эстетичный внешний вид. Постоянным током варить тонкие изделия можно меньшим током, поэтому вероятность прогорания, значительно сокращается.
Микропроцессорное управление такого устройства позволяет устранить «ямы» и сбои напряжения, генерируя на выходе идеальный ток, который подходит для проведения сварочных работ.
Единственным недостатком использования инвертора, является нестабильная работа при низкой температуре воздуха. Даже качественные приборы при минусовой температуре дают сбой.
Особенности сварки тонкой оцинковки
Если необходимо сварить оцинкованную сталь, то потребуется полностью очистить от слоя цинка кромки соединяемого металла. Слой цинка можно удалить с помощью шлифовальной машинки или вручную.
Можно выжечь кромки металла с помощью сварки, но в этом случае необходимо соблюдать осторожность. Пары цинка очень ядовиты и при их вдыхании способны вызвать сильное отравление организма. Работы необходимо выполнять только при правильно организованной вытяжке, или варить изделие на улице.
Заключение
Мы разобрали, как варить тонкий металл инвертором. Главное правильно подготовить заготовки, сделать отвод излишков температуры, подобрать электроды, выставить ток и можно приступать к работе.
Во время соединения, необходимо тщательно следить за качеством шва, вовремя отрывать на мгновение электрод, чтобы не произошло прожога, пользоваться теплоотводящими пластинами или проволокой. Только практика поможет в освоение процесса.
Как варить сварочным инвертором: нюансы процесса — moyakovka.ru
Инверторы являются лучшими аппаратами для сварки. Следует знать, что старые трансформаторы имеют большой вес и использовать их достаточно сложно. С инвертором может работать любой человек. Для этого нужно лишь знать основные принципы сварки металла данным устройством.
Инверторный сварочный аппарат имеет небольшой вес и большую мощность, что позволяет производить сложные сварочные работы даже начинающему сварщику.
Прежде всего достоинствами инверторного аппарата для сварки являются его небольшой вес и большие возможности. Благодаря этому с помощью данного устройства можно выполнить работы, которые раньше производились лишь сложными аппаратами. Электрическая энергия, которая потребляется данным аппаратом небольших размеров, будет направлена только на работу дуги, при помощи которой производится сам процесс сварки.
Как научиться сваривать металл, что нужно знать перед выполнением процесса сварки?
Таблица соответствия диаметра электрода и сварочного тока.
Инвертор для сварки является экономичным аппаратом, который удобно использовать. С помощью него могут научиться сваривать металл даже новички. Перед выполнением сварки важно узнать о принципе работы данного устройства. Инвертор является электронным аппаратом для сварки, потому основная нагрузка будет ложиться на электросеть. Когда старые аппараты для сварки включаются в электросеть, происходит сильный и максимально возможный толчок электрической энергии. В связи с этим производится отключение электросети всего района. В инверторе есть накопительные конденсаторы, которые способны накапливать электрическую энергию, в результате чего может быть обеспечена бесперебойная работа электрической сети. Электрическая дуга устройства в таком случае будет разжигаться мягко.
Следует знать, что чем большим будет диаметр электродов, тем больше электрической энергии он использует. Следовательно, если есть желание проверить сварочный аппарат в работе, понадобится рассчитать, какое количество электрической энергии приблизительно будет потреблять устройство. Это нужно для того, чтобы не сжечь бытовую технику своих соседей.
Для каждого из диаметров электродов показывается минимальная сила тока. Следовательно, если захочется уменьшить силу тока, то шов сделать не выйдет. Если захотелось поэкспериментировать и увеличить силу тока, то шов сделать можно будет, но электрод достаточно быстро сгорит, в результате чего работа не будет комфортной.
Перед выполнением сварки рекомендуется поставить в помещение ведро с водой. Понадобится подготовить рабочее место и все элементы, которые планируется сваривать.
Чтобы была возможность правильно установить свариваемые заготовки металла, следует использовать струбцины или тиски.
Вернуться к оглавлению
Как правильно сваривать металл инвертором?
Процесс возникновения дуги и схема горения.
Прежде всего понадобится знать, какие элементы будут необходимы для защиты при работе со сварочным инвертором. Нужно купить следующее:
- Перчатки из кожи.
- Шлем для защиты.
- Куртка из плотной ткани.
- Щетка по металлу.
Понадобится настроить ток сварки и выбрать электрод. Для того чтобы варить сварочным инвертором, нужно будет применять электроды от 2 до 6 мм. Ток сварки выставляется в зависимости от толщины элементов аппарата и материала, который сваривается. В большинстве случаев на корпусе аппарата есть информация по поводу того, какая сила тока должна быть. Не нужно подносить электрод к основанию для сварки быстро. Если это сделать, то может произойти залипание.
Далее подключается клемма массы к основанию, которое сваривается.
Сварочный процесс должен начинаться с поджога дуги. Следует поднести электрод под небольшим углом к детали, которая сваривается, после чего несколько раз коснуться к сварочному основанию, чтобы была возможность задействовать электрод для сварки. Электрод удерживается на несколько элементов от заготовки, которая сваривается. В большинстве случаев данное расстояние равняется диаметру имеющегося электрода.
В результате получится шов сварки. Окалина (накипь металла в верхней части шва) убирается молотком небольшого размера. Можно использовать и какой-либо другой прочный предмет, который имеет большой вес.
Вернуться к оглавлению
Как контролировать дуговой промежуток?
Рисунок 1. Дуговой промежуток подходящих размеров поможет сформировать хороший шов.
Дуговой промежуток является зазором, который появляется во время сварки между металлической заготовкой и электродом. Важно непрерывно контролировать и поддерживать одинаковую величину данного промежутка.
- Если есть зазор небольших размеров, то это может привести к тому, что шов будет выпуклым и не сплавлен по бокам из-за того, что главный металл не сможет быстро прогреться.
- Если имеется зазор больших размеров, то не получится проварить деталь, а дуга будет прыгать. В результате металл, который плавится, уложится криво.
- Важно обеспечить зазор необходимой величины. Это нужно для того, чтобы была возможность сформировать нормальный шов, имеющий хороший провар. Визуально зазор подходящих размеров можно увидеть на рис. 1.
Если научиться контролировать длину дуги, будет возможность получить оптимальный результат. Дуга будет проходить через зазор и плавить главный металл. В результате образуется ванна сварки. Дуга также сможет обеспечить перенос металла, который проплавляется, в ванну.
Вернуться к оглавлению
Как сделать сварочный шов инвертором правильно?
Рисунок 2. Прямая полярность создает узкую и глубокую зону расплавления.
Если электрод во время сварки будет двигаться быстро, получится шов с дефектами. Линия ванны располагается ниже, чем основание главного металла. Если дуга будет быстро и глубоко проникать в главный металл, то она сможет толкать ванну назад, в результате чего образуется шов. Во время сварки необходимо следить, чтобы шов располагался на уровне металла. Сделать идеальный шов можно, если использовать дуговые и зигзагообразные движения. Во время выполнения круговых движений понадобится контролировать уровень шва, размещая ванну равномерно по кругу. В процессе движений в разные стороны будет формироваться такой же шов, потому нужно контролировать появление шва во время сварки прежде всего с одного края, затем в верхней части ванны, а в конце с другой стороны и так далее.
Ванна будет следовать за теплом — это важно помнить, изменяя направление в процессе работ сварки. Образование подреза будет происходить, когда металла электрода начнет не хватать, чтобы полностью заполнить ванну в процессе поперечных движений. Для того чтобы не допускать появления подобной боковой канавки, понадобится контролировать наружные границы, регулярно следить за ванной. Если будет необходимость, можно сделать ее тоньше. Для манипуляции ванной нужно применять силу дуги, которая располагается на конце электрода. В процессе наклона электрода ванна толкнется, но не будет тянуться. Следовательно, чем более вертикальное положение займет во время сварки электрод, тем менее выпуклым будет шов. Когда электрод размещается в вертикальном положении, под ним будет концентрироваться все тепло и ванна вдавится вниз, хорошо проплавится и распространится вокруг.
Когда электрод слегка наклонится, вся сила будет направлена назад, в результате чего шов приподнимется (всплывет).
Когда электрод слишком сильно наклонится во время сварки, сила будет прикладываться по направлению шва, а это не даст полноценно управлять ванной.
Если понадобится сделать плоский шов или передвинуть ванну назад, следует использовать наклоны электрода под различными углами.
Работу нужно начинать от 45° до 90°, потому что подобные углы дают возможность наблюдать за ванной и с легкостью производить сварку.
Вернуться к оглавлению
Что нужно знать о прямой и обратной полярности?
Рисунок 3. При обратной полярности зона расплавления будет широкой и не глубокой.
В случае прямой полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет узкой и глубокой. Визуально процесс можно увидеть на рис. 2.
В случае обратной полярности произойдет сниженный ввод тепла в заготовку, зона расплавления будет широкой, но ее глубина будет небольшой. Есть возможность получить эффект очистки катодами основания, которое сваривается. Визуально процесс можно увидеть на рис. 3.
Вернуться к оглавлению
Как варить инвертором листы металла небольшой толщины?
Стоит обратить внимание на полярность электродов. Во время сварки постоянным током будут отрицательный и положительный заряд. Прежде всего понадобится определить, какой заряд в какое место нужно подключать. Исходить нужно из того, что положительный заряд, удерживая материал, который сваривается, сможет нагреться больше. Чаще всего обратная полярность в процессе сварки используется тогда, когда нужно варить сварочным инвертором металл небольшой толщины, который можно легко прожечь. Следовательно, важно позаботиться об установке обратной полярности и подходящей силы тока. Электроды для сварки тонких листов металла нужно подключать «плюсом» к дуге устройства, а «минусом» — к листу металла.
https://moyakovka.ru/youtu.be/iIFsWWGCmJo
Если нужно сделать так, чтобы шов сварки на листе металла получился предельно качественным, при этом на листах не было дыр, понадобится следить за тем, чтобы шов был виден в процессе выполнения сварки. Имеется в виду, что угол наклона электрода по отношению к детали должен быть приблизительно 30°. Электрод надо будет разместить как можно ближе к свариваемому металлу. После этого нужно подождать, пока не начнет образовываться пятно красного цвета, под которым появится капля металла, способная соединить между собой свариваемые листы.
В процессе медленного передвижения электрода по основанию листов из металла образовавшиеся капли будут соединять между собой заготовки, в результате чего получится шов сварки.
Места швов сварки по окончании работ нужно тщательно зачищать специальной щеткой по металлу, чтобы получить качественное изделие.
https://moyakovka.ru/youtu.be/APbB12bjRzM
Если ознакомиться со всеми нюансами и четко соблюдать последовательность действий, можно будет сваривать металл качественно.
советы и пояснения для начинающих
Хозяева частных домов, владельцы дач, гаражей многие виды работ выполняют самостоятельно, не приглашая помощников. Исключение составляет сварка металлов, традиционно считающаяся очень сложным занятием. Однако тем, кто серьезно интересуется вопросом, как научиться сваривать металл, вполне под силу освоить электросварку. После небольшой тренировки можно создавать из металла своими руками несложные конструкции, ремонтировать ворота, трубопроводы, емкости, делать ограждения, беседки, мангалы.
Трансформатор или инвертор
Лучший способ соединения металлических материалов – сплавление при высоких температурах. Металлы в жидком агрегатном состоянии образуют единое целое. Такую прочность не может обеспечить никакой механический стык. Создать в строго определенной зоне температуру, при которой металл расплавится, можно электрической дугой.
Дуга неслучайно называется электрической. Она образуется под действием тока, состоит из потока электронов, отдающих по пути движения энергию металлу. Так и происходит электросварка.
Если используют переменный ток, то электросварку делают с участием трансформатора. Стоимость трансформатора небольшая, по сравнению с более современным оборудованием, но сваривать с ним сложно. Он шумит, дает нестабильную температуру в рабочей зоне, потребляет большое количество электричества. К тому же, о сварке сразу станет известно соседям, которые не преминут озвучить недовольство. Трансформатор может вызывать перепады напряжения в сети, перегружает ее.
Гораздо удобнее пользоваться инверторной сваркой. Инвертор значительно экономичнее. Вам не придется платить по счетам огромные суммы. Агрегат имеет небольшие размеры, образует дугу хорошего качества, может работать от автономных источников энергии. Для начинающих сварщиков инвертор — идеальный аппарат.
Процессы при сварке
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей. В результате образуется сварочный шов;
- правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну). В результате ухудшается видимость места плавки.
При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
Работа с электродами
Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Работать придется с высокими температурами и электрооборудованием. Обязательно нужно надеть специальные защитные перчатки, маску, плотную одежду и обувь. Поверхности металла, который предстоит сваривать, надо очистить.
Для электросварки понадобится электрод. На покупке первого экземпляра не стоит экономить. Начинающим сварщикам желательно взять универсальный электрод с диаметром 3,2 мм. Его нужно вставить в фиксатор сварочного кабеля. Как вставить – разобраться можно легко.
В винтовой фиксатор электрод нужно ввинтить, в пружинный держатель – вставить в нишу, которая появляется после нажатия клавиши.
Проверьте правильность подключения кабелей. Для того чтобы сварить железо (для начала это лучший вариант), к детали подсоединяют кабель из выхода инвертора со знаком «+». К электроду подсоединяют кабель от выхода со знаком «‒». Такое подключение называют прямым. Обратным образом выполняют подключение кабелей при сварке разных сплавов, например, нержавеющей стали. Это вам понадобится в будущем.
Зажигание дуги
Затем нужно включить инвертор. Эта самая простая процедура при электросварке выполняется включением тумблера. Значение тока следует выставить регулятором, который легко увидеть на лицевой панели агрегата. Для выбранного электрода подойдет сила тока, равная 100 А. Опустите маску и приступайте.
Прежде всего, нужно отработать навык зажигания дуги. С новым электродом это делается простым резким проведением им по детали. Вспомните, как вы зажигаете спички. Если электрод уже был в употреблении, то нужно им постучать по поверхности металла. Бывает так, что электрод в руках у новичков прилипает к металлу. Это легко исправляется резким наклоном электрода в сторону. В случае, если оторвать не получилось, нужно выключить инвертор. Тогда места слипания исчезнут сами.
Разожженный электрод образует сварочную дугу. Для ее поддержания, нужно научиться выдерживать расстояние до металла в 3-5 мм. При приближении может случиться замыкание, сопровождающееся прилипанием. При отдалении исчезнет дуга.
Сварка
После получения стабильной дуги начинается процесс сваривания. Для этого электрод перемещают, слегка покачивая им из стороны в сторону. В след за таким движением переползает сварная ванна (рабочая зона). Так формируется сварочный шов. В будущем можно освоить другие траектории выполнения шва.
Иногда при увлеченной работе новичка электрод удаляется на недопустимое расстояние, и дуга исчезает. Разжечь ее вновь несложно. Нужно приблизить электрод к рабочей зоне. Дуга восстановится.
Следует помнить, что при сварке электрод расходуется, укорачивается. В соответствии с этим придется ниже опускать руку. Когда длина электрода уменьшится до 5-6 см нужно выключить инвертор и заменить отработанный на новый.
По окончании сварки образовавшийся шов после полного застывания очищают молотком от шлаковых наслоений. Остается блестящая чистая поверхность сваренного металла.
Если удалось получить относительно красивый шов, прочно соединить металл электросваркой, значит, первый этап преодолен с успехом. Очень быстро появляется желание развивать мастерство дальше.
При электросварке иногда шов стягивает детали, изменяя форму всей конструкции. Нужно научиться пользоваться приспособлениями для фиксирования: стяжками, струбцинами. Со временем можно освоить технику изготовления поперечных швов – прихваток. Они предварительно скрепят детали, придадут им требуемую форму, которую потом можно закрепить полноценным сварочным швом.
Все навыки отрабатываются постепенно. Знания, подкрепленные желанием освоить ремесло, приведут к успеху.
Как научиться варить сварочным инвертором
Чтобы понять, как научиться варить сварочным инвертором, нужно обязательно пройти этап подготовки, купить необходимое оборудование и потренироваться.
Что нужно для качественной работы?
Для получения высокого качества получившегося шва, необходимо выбрать правильные электроды. Самые распространенные электроды, которые используются в быту, имеют размеры от 2 до 6 миллиметров.
Также обязательно необходимо приобрести средства защиты, такие как перчатки, куртку и, конечно же, затемненную маску, защищающую глаза от искр сварки и вредного света, возникающего при работе.
Узнать, как научиться варить сварочным инвертором можно, прочитав основные важные моменты, описанные в этой статье.
Уровень тока
Второй важный параметр, влияющий на качество сварки, это правильно выставленный на приборе уровень тока. Приборы, которые продаются для домашнего применения, имеют инструкцию. Чаще всего таблица токов расположена прямо на стенке прибора, что существенно облегчает задачу начинающему сварщику. Там указывается диаметр электрода и ток, который нужно подать, чтобы максимально использовать электрод.
Когда все предварительные закупки закончены, и вы готовы приступить к сварке, обязательно позаботьтесь о расчистке поверхности, на которой вы будете работать. Делали, которые необходимо сварить, должны быть чистыми.
Выставив на аппарате необходимое напряжение, зажав электрод, надев маску и перчатки, можно приступать к работе. Если вы — новичок в сварке, то прежде чем приступить к основным сварочным работам, стоит потренироваться на деталях, которые не жалко выбросить.
С первого раза получить ровный шов практически невозможно, поэтому запаситесь терпением и тренируйтесь.
Процесс сварки
Самая первая трудность, с которой сталкиваются начинающие сварщики, которые хотят узнать, как научиться варить сварочным инвертором, — это первый поджиг дуги. К счастью, бытовые инверторные сварочные аппараты снабжены функциями, которые предотвращают перегревание и выход из строя прибора из-за неопытности сварщика. Например, функция «горячий пуск», которая, повышая автоматически показатели тока, дает возможность подключить дугу достаточно быстро.
Если слишком надолго прижать электрод к металлу, то он может намертво к нему прилипнуть и прожечь дыру, в этой беде поможет функция антипригорания. Опять-таки, это происходит автоматически, при случайном залипании, прибор сам понижает уровень подаваемого тока, а когда сварщику удалось оторвать электрод, ток автоматически поднимается. Если же электрод залип окончательно и безвозвратно, специальные предохранители отключат подачу тока, что помогает избежать перегрева прибора.
При поджиге дуги необходимо поднести электрод немного под углом к свариваемой поверхности. При появлении дуги нужно оторвать электрод от детали и удерживать его в нескольких миллиметрах от поверхности. Обычно это расстояние равно диаметру вашего электрода.
Существуют два способа поджига. Первый метод, это когда вы не сильно, но резко ударяете электродом о поверхность и ловите дугу. Есть еще способ, когда можно легко чиркнуть о поверхность электродом под углом, как будто вы поджигаете спичку. Профессионалы не очень хорошо относятся ко второму варианту, так как в процессе можно повредить электрод.
В процессе работы дуги металл вокруг плавится. Задача сварщика — как бы «залить» расстояние между свариваемыми деталями этим расплавленным металлом.
Если свариваются тонкие части, то шов делается движениями возвратно-поступательными, вдоль будущего шва. Если же детали, которые необходимо сварить, тяжелые или толстые, то движения должны быть зигзагообразными, захватывающими часть поверхности свариваемых деталей.
Тогда шов получается намного толще и прочнее. Наклон электрода необходимо выдерживать примерно в 45 градусов.
Если вести электрод углом назад, то уровень проплавления будет глубже, если углом веред, то проплавление будет не такое глубокое, а сам шов шире.
Получается сварной шов, на котором образуется окалина, убрать ее можно, аккуратно постучав молотком или пройдясь железной щеткой. Делать это нужно уже после того, как сварной шов остыл. При откалывании окалины не снимайте маску или воспользуйтесь очками, чтобы крошки металла не попали в глаза.
Если шов — недостаточно прочный, то при снятии окалины он может попросту развалиться, и детали распадутся. На вопрос: «Как научится варить сварочным инвертором?» все профессионалы в один голос ответят, что успех в этом деле — это результат опыта. Так что если не получилось сразу — не расстраивайтесь и снова беритесь за дело.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как выполнять сварку TIG с помощью инверторного сварочного аппарата — Welding Mastermind
Там
Есть много преимуществ использования сварки TIG для определенных сварочных работ. Так как
этот тип сварного шва позволяет значительно глубже проплавить присадку,
делает его подходящим типом сварного шва для сосудов высокого давления и других металлических швов / соединений
которые нужно просвечивать, чтобы кодировать. Многие сварщики не знают, что вы
во многих случаях может выполнять сварку TIG инверторным сварочным аппаратом.
Итак, как можно выполнять сварку TIG с помощью инверторного сварочного аппарата? При сварке TIG с помощью инверторного сварочного аппарата заостренный вольфрамовый стержень используется для запуска дуги TIG, а присадочный стержень находится в прямом защитном газе аргоне, который используется со скоростью примерно 8–10 литров в минуту для предотвращения загрязнения.
Сварка TIG на инверторном сварочном аппарате может показаться сложной, но с несколькими подготовительными этапами это не так. Любой, кто выполнил базовую кислородно-топливную сварку, может разобраться в сварке TIG. Читайте дальше, чтобы узнать больше о том, как использовать инверторный сварочный аппарат для его снятия.
Что такое
Сварка TIG?
Для тех
которые не знакомы с этим термином, сварка TIG — это сокращение от слова «вольфрам».
сварка в инертном газе, метод сварки, при котором возникает электрическая дуга.
неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления
и загрязнение.Этот защитный газ обычно представляет собой чистый аргон, но иногда
используется смесь гелия и аргона.
TIG
сварка медленнее и сложнее, чем у его конкурента, MIG (металлический инертный газ)
сварка, но обеспечивает более точное соединение.
Его также можно использовать при более низких силах тока, чем сварка MIG, что означает, что его можно использовать на экзотических металлах, которые не могут выдерживать более высокие значения силы тока, и на более тонких металлах без прожигания и нарушения структурной целостности материалов.
Инверторные сварочные аппараты получают питание от переменного тока (который проходит через большинство жилых домов) в полезный постоянный ток.Электропитание постоянного тока влияет на качество сварного шва двумя способами:
- Положительно
Постоянный ток:
Повышенное проникновение в стальную основу сварного шва - Отрицательно
Постоянный ток:
Более высокий уровень присадки для сварки тонколистового металла
Что
Проекты Следует ли использовать сварку TIG? Кому следует выполнять сварку TIG?
Сварка TIG с помощью инверторного сварочного аппарата — отличный выбор для более тонких материалов, так как сварка TIG требует, чтобы детали соединяемого металла были достаточно горячими, чтобы образовались атомные связи там, где они встречаются.Напротив, сварка MIG использует присадочную проволоку для соединения двух частей металла швом.
Использование сварки TIG на более толстом материале все еще может обеспечить выполнение работы, но может привести к растрескиванию под действием теплового напряжения и другим косметическим или структурным проблемам.
Сварка TIG известна тем, что она немного сложнее и труднее в освоении, чем сварка MIG, и сварка MIG обычно рекомендуется для начинающих сварщиков, которые не имеют опыта, поскольку она не так прощает ошибки новичков, как другие методы сварки.
TIG
сварка требует очень твердого понимания следующих переменных в середине шва:
- Время
- Давление
- Электрооборудование
текущий
Нет
надлежащим образом отслеживая или манипулируя любой из этих переменных оператора во время
сварка может привести к выходу сварного шва из строя (в лучшем случае) или сварщику
травмирован (худший сценарий).
Для
по этой причине сварку TIG с помощью инверторного сварочного аппарата следует выполнять только
кто-то комфортно и хорошо разбирается в электрических и металлургических концепциях
занимается сваркой.
Сварка TIG — хороший вариант для изделий из стали или нержавеющей стали, но ее не следует использовать с алюминием, для которого требуется переменный ток. Некоторые аппараты TIG имеют опцию для переменного тока, но поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный ток, многие из них не имеют этой опции.
Принадлежности
Требуется для сварки TIG с помощью инверторного сварочного аппарата
Для выполнения
Сварка TIG с помощью инверторного сварочного аппарата, есть несколько основных сварочных материалов.
нужный.
Это
лучше собрать все эти материалы перед началом сварки, так как сварка
это точный аппарат, и вам не захочется возиться с серединой сварного шва, пытаясь
чтобы найти что-то, что вы забыли найти рядом со своим рабочим столом.
Здесь
Вот некоторые из материалов, которые вам понадобятся для сварки TIG с помощью инверторного сварочного аппарата:
- Вольфрамовый электрод
- Инверторный сварочный аппарат с высокочастотным блоком
- Горелка (электрододержатель)
- Защитный газ (аргон или гелий)
- Защитный стержень с наполнителем
- Сварочная маска
- Сварочные перчатки
- Защитная сварочная куртка или фартук
Некоторые
защитного снаряжения, необходимого для сварки TIG, может показаться ненужным,
специально для опытных сварщиков.Тем не менее, сварка требует работы с расплавленным
металл и дуги такие яркие, что могут обжечь глаза. В хобби или профессии вроде
сварка, защитное оборудование имеет решающее значение.
Марка
перед началом соревнований убедитесь, что вы одеты в защитное снаряжение.
сваривайте и держите все инструменты под рукой, чтобы не вставать. Как указано
ранее сварка TIG требует точного контроля задействованных элементов, поэтому вы
не хочу отвлекаться.
Как выполнять сварку TIG с помощью инверторного сварочного аппарата
Like
другие виды сварки штангой, сварка TIG инверторным сварочным аппаратом имеет серию
шагов, которые необходимо выполнить, чтобы сварка прошла гладко.Первая вещь
вам нужно сделать, это высунуть свою палку.
Что
«Выбег» и как его запустить
дюйма
Сварка TIG, электрический вылет определяется как расстояние между
контактный наконечник и нерасплавленный конец вольфрамового электрода. Это расстояние
также называется количеством провода в сопротивлении. Электрический торможение
влияет на множество факторов в сварном шве, включая следующие:
- Скорость плавления: Скорость плавления — это вес или длина электрода / проволоки / прутка / порошка, расплавленного за заданную единицу времени
- Проникновение: Проникновение — это глубина, на которую линия сплавления в сварном шве проникает в основной металл; чем глубже проплавление сварного шва, тем прочнее сварное соединение
- Форма сварного шва: Форма сварного шва важна для хорошего сплавления в сварном шве, и, следовательно, от этого зависит структура полученного сварного соединения
Сварка TIG, вылет должен составлять примерно половину диаметра внутреннего диаметра защитной чашки в стандартной установке .Конкретная длина будет варьироваться от сварочной установки до настройки, но это практическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно проинформируют сварщика об оптимальном вылете для поддержания хорошего сварного шва.
Одним из способов увеличения длины вылета, который можно использовать без ущерба для качества сварки, является установка линзы из стекла TIG.
Эти линзы помогают удерживать вольфрам устойчиво и обеспечивают надлежащую электрическую передачу, одновременно улучшая экранирование и доступность свариваемого соединения.
Использование
Заостренный вольфрам при сварке TIG на инверторном сварочном аппарате
Сварку TIG можно выполнять на инверторном сварочном аппарате с присадочной проволокой или без нее, но при использовании заостренной вольфрамовой проволоки следует быть осторожным, чтобы вольфрам не прилипал. Если это так, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Случайно
Загрязнение вольфрамового электрода при сварке TIG может происходить в нескольких различных
способов:
- Погружение вольфрамового электрода в расплавленную сварочную ванну
- Прикосновение вольфрамового электрода к присадочному стержню
Загрязнение вольфрама во время сварки TIG — одна из наиболее распространенных ошибок, которые вы можете совершить.К счастью, все, что вам нужно сделать, это заново заточить вольфрам на шлифовальном станке, и вы снова окажетесь в седле. Чтобы затачить или повторно затачить вольфрам для сварки TIG, выполните следующие действия:
- Измельчите вольфрам в настольном шлифовальном станке, предназначенном для вольфрама (не используйте настольный шлифовальный станок, используемый для шлифования стали, иначе вы попадете в загрязнение. вольфрам)
- Отшлифуйте вольфрам по длине, следя за тем, чтобы кончик вольфрама оставался примерно в два раза больше диаметра электрода.
- Отрежьте кончик вольфрамового конуса, чтобы он не отсоединился и не испортил следующий сварной шов.
В
вольфрам, необходимый для сварки TIG на постоянном токе, — это не просто вольфрам,
либо.
Вам понадобится торированный вольфрам, который может быть довольно токсичным и с ним следует обращаться осторожно. Торированный вольфрам обрабатывают торием, который является радиоактивным соединением. Эта радиоактивность инертна и защищена во время регулярной сварки, но может выделяться и вдыхаться во время измельчения вольфрама.
Царапина
или запуск дуги метчиком
Это основное отличие сварки TIG от сварки MIG. При использовании сварочного аппарата TIG горелка становится под напряжением, как только вы включаете сварочный аппарат. Кнопки для запуска дуги нет, поэтому для этого вам нужно либо нажать «Старт», либо начать дугу с нуля.
Кран
Зажигание дуги для сварки TIG с помощью инверторного сварочного аппарата
One
Способ зажигания дуги при сварке TIG заключается в запуске дуги легким нажатием. Это делается
резкое постукивание стержнем по металлу, над которым вы работаете, удалит
любой дополнительный поток от конца вольфрамового стержня, а также создаст электрические
контакт необходим, чтобы начать дугу.
Это
движение должно выполняться решительно и резко, касаясь только
момент перед вытягиванием стержня назад. Это действие также необходимо выполнить в
светлый путь. Если вы нажимаете слишком медленно или слишком сильно нажимаете, это может
вызвать прилипание вольфрама.
Если
Ваши вольфрамовые палочки, поздравляю, вы испортили сварной шов TIG. Вернитесь назад
к предыдущему разделу этого практического руководства, повторно заточите вольфрам и попробуйте
очередной раз. Одним из преимуществ сварки TIG на инверторном сварочном аппарате является то, что если ваш стержень
прилипает, инверторный сварочный аппарат должен автоматически понижать напряжение.
Если вы достаточно новичок в сварке TIG, будет разумным попрактиковаться в запуске сварного шва на металлоломе, пока у вас не появится уверенность в этом, прежде чем начинать серьезную сварку.
Царапина
Зажигание дуги для сварки TIG с помощью инверторного сварочного аппарата
Другой способ зажигания дуги для сварки TIG, кроме запуска с метчика, — это начать сварку с нуля. Здесь вы перемещаете стержень по металлу, чтобы удалить лишний магнитный поток и инициировать электрический контакт. При появлении царапины, зажигающей дугу, стержень следует оторвать от металла, как только он начнет искру.
При возникновении дуги с нуля перемещайте стержень взад и вперед небольшими царапающими движениями, чтобы удалить покрытие из флюса. Старайтесь не царапать продолжительными движениями, так как это может привести к возникновению сварочной дуги дальше от желаемой начальной точки, чем необходимо.
Во избежание прилипания стержня его следует вытаскивать при появлении искры, а затем возвращать к нормальной длине сварочной дуги. Избегайте чрезмерного давления, так как это способствует прилипанию.
Царапина, запускающая дугу, аналогична запуску дуги легким прикосновением, но может прилипать, если сварщик недостаточно быстр или не имеет опыта зажигания дуги таким способом.Однако старт с нуля может быть хорошим выбором для удилищ, которые сложнее заводить.
Газ
Экранирование сварных швов TIG с использованием инверторных сварочных аппаратов
Другое
Основная проблема, с которой сталкиваются люди, пытающиеся выполнить сварку TIG с помощью инверторного сварочного аппарата, — это
недостаточная защита инертным газом, что приводит к загрязнению материалов. Для
Сварка TIG, вы должны использовать либо чистый аргон, либо аргон-гелиевый.
смешивание.
Если вы выполняете сварку TIG с использованием аргона с углекислым газом, вы сразу же загрязняете и разрушаете сварной шов. По этой причине очень важно иметь соответствующую газовую защиту во время сварки TIG.Чтобы обеспечить надлежащую газовую защиту для сварки TIG, соблюдайте следующую процедуру:
- Установите скорость потока газа. Правильный расход газа для сварки TIG с использованием инверторного сварочного аппарата должен составлять 8-10 литров в минуту. Не менее важно не устанавливать слишком высокую скорость потока, а также достаточно высокую — высокие скорости потока защитного газа могут вызвать турбулентность, которая приводит к попаданию загрязняющих веществ, переносимых по воздуху.
- Проверить фитинги и шланги на предмет утечек. Если вы наблюдаете загрязненный сварной шов и считаете, что ваш экран должен быть подходящим, проверьте свою установку на предмет утечек. Чтобы проверить герметичность, промойте шланги и фитинги мыльной водой. Если есть протечка, вы должны увидеть пузыри на протекающем шве.
Другое
Распространенные проблемы при сварке TIG инверторным сварочным аппаратом
В то время как
Сварку TIG может легко освоить любой человек, имеющий некоторый базовый опыт в
методы и концепции сварки, есть несколько проблем, с которыми сталкиваются сварщики TIG
Это может поразить любого сварщика, как новичка, так и эксперта.
Здесь
Вот некоторые из распространенных проблем, с которыми вы сталкиваетесь во время сварки TIG с
инверторный сварочный аппарат:
- TIG-сварка алюминия на постоянном токе: Постоянный ток не идеален для сварки алюминия, и вместо него следует использовать переменный ток. Сварка алюминия TIG постоянным током приводит к загрязнению.
При сварке алюминия методом TIG убедитесь, что все оксидные соединения выгорели, а место сварки идеально блестящее, прежде чем вводить присадочную проволоку для предотвращения загрязнения.Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
В TIG
Сварка на инверторном сварочном аппарате, название игры — Arc Control
При сварке TIG на инверторном сварочном аппарате одним из наиболее важных навыков, которым вы можете научиться, чтобы стать лучше сварщиком TIG, является управление дугой — это означает, что с момента нажатия или поцарапайте дугу до момента выключения переключателя.
Наряду с обучением правильной газовой защите, это очень важно для успешной, прочной и эстетичной сварки TIG.
Кому
правильно контролировать дугу при сварке TIG, вам нужно, чтобы дуга была как можно короче.
возможный. Хотя может показаться более естественным удлинить дугу, так как это позволяет
чтобы лучше было видно контакт и сварочную лужу, лучше повернуть голову или
перемещайте свое тело, а не факел.
Любая
регулировка длины дуги в середине сварного шва ухудшит однородный вид
сварного шва, а также может вызвать структурные проблемы в более серьезных случаях.
При первом обучении сварке TIG может оказаться полезным попрактиковаться в сварке многих сварных швов.
различные положения на металлоломе перед серьезной сваркой
проект.
TIG
Сварка для каждого сварщика
Любой, кто знаком со сваркой MIG, может запрыгнуть на сварочный поезд TIG, и для этого не нужно покупать промышленный источник тока для сварки TIG. Это может сделать каждый, у кого есть инверторный сварочный аппарат, горелка TIG, баллон с аргоном и регулятор.
с
инверторный сварщик и подходящие инструменты, легко выполнить высокое качество,
прочная и точная сварка TIG тонких и экзотических металлов, не выходя из
цех.
Как правильно сваривать! Основное руководство: 3 шага
Теперь, когда вы готовы к сварке, возьмитесь за заднюю часть машины и переведите выключатель питания в положение «включено».Индикатор питания на передней панели машины должен загореться, и вентилятор должен запуститься.
Какой электрод мне использовать?
На рынке представлено множество различных электродов для сварки штангой, но наиболее распространенными из них являются E-6011, E-6013 и E-7018. Чтобы определить, какой электрод использовать, взгляните на свою работу. Если он тонкий, используйте 6013. Если это действительно чистая или критическая деталь, используйте 7018. Если деталь грязная, ржавая или окрашенная, используйте 6011. Обычной практикой является очистка поверхности перед сваркой, но если этого просто не может произойти, используйте 6011.Поскольку кусок металла, который я использую, грязный, я использую 6011. Конечно, это также отличное удилище для начинающих. Установите сварочный аппарат между 50 и 65 ампер. Я обнаружил, что именно здесь этот сварщик будет работать на 3/32 в колодце 6011. Поместите нужный стержень в электрододержатель или жало, и вы готовы зажечь дугу! Чтобы поджечь дугу, поцарапайте изделие или постучите им Будут разлетаться искры, раздастся громкое «КРКССССШШШ», и вы можете оторваться первые несколько раз, но зажигание дуги становится вашей второй натурой, и вы можете поддерживать ее.Начните перемещать стержень вниз по детали / соединению. Лучшее движение для 6011 — это взбивание и пауза. Здесь вы немного выходите из лужи с дугой примерно на секунду, чтобы лужа остыла, а затем снова входите в нее. Каждая маленькая «кнут» образует «копейку» в сварочной луже. Если вы хотите узнать больше, погуглите «6011 Whip and Pause». Когда вы закончите с бусиной, оторвите электрод от работы и поместите жало на незаземленную изолированную поверхность. Вы заметите покрытие поверх бусинки.Это называется шлак. Возьмите отбойный молоток (молоток, специально разработанный для удаления шлака из сварных швов) и несколько раз постучите им по валику. Затем возьмите проволочную щетку из нержавеющей стали и щетку для дальнейшей очистки. Поздравляю! Вы только что сделали свой первый сварной шов! Для получения дополнительной информации возьмите книгу Ричарда Финча «Справочник сварщика». Я использовал эту книгу, когда только начал заниматься сваркой, и до сих пор активно использую ее! (Я так много использовал, страницы начинают выпадать: P)
Надеюсь, это руководство было информативным и помогло вам начните свои сварочные приключения! Пожалуйста, оцените, прокомментируйте, поставьте лайк и подпишитесь, и, как всегда, подписывайтесь на SubDude350.
Процесс сварки стержневыми стержнями MMA
Что такое сварка стержневыми электродами?
Аббревиатура MMA (или MMAW) означает ручная дуговая сварка металла. «Ручной» относится к тому факту, что процесс MMA требует от оператора нанесения присадочного металла (в отличие от «полуавтоматической» сварки MIG, когда машина подает присадочный металл в сварной шов).«Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока к работе. Сварка стержневым электродом обычно известна как сварка стержневым электродом или дуговая сварка.
Процесс MMA включает касание электрода во время работы для зажигания дуги. Электрод удерживается в держателе электрода и должен постоянно заменяться по мере его использования. Электрод состоит из металлического сердечника, который представляет собой присадочный металл, покрытый флюсом, который защищает сварной шов и предотвращает его окисление.Во время сварки флюс образует шлаковую оболочку сварного шва, которая отслаивается после образования шва.
Каковы преимущества сварки стержнем MMA?
Сварка
MMA имеет несколько преимуществ по сравнению с альтернативными сварочными процессами. Прежде всего, он имеет большую производительность, чем сварка MIG, или, другими словами, он может сваривать более тяжелые материалы с той же выходной силой тока. По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут сваривать электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщин материалов без осложнений, связанных с подачей защитного газа или проволоки.
Благодаря инверторной технологии, сварка стержневыми электродами также является очень портативным процессом, который часто используется на стройплощадках и в полевых условиях.
Кроме того, сварка MMA обычно более щадящая, чем MIG или TIG, при сварке ржавых или грязных материалов, что делает ее идеальной для технического обслуживания.
Каковы недостатки сварки стержнем MMA?
Сварка тонких материалов, избегая «прорыва», может быть сложной задачей при использовании процесса MMA. Это проще сделать с инверторными сварочными аппаратами, такими как серия Weldforce от Weldclass, потому что дуга очень стабильна, а мощность можно очень точно регулировать.
Сварка
MMA / Stick выполняется медленнее, чем сварка MIG, из-за необходимости замены электродов и стружки. По этой причине MIG — более популярный выбор для производственных работ.
Какая полярность является правильной при сварке стержневыми / стержневыми электродами?
Полярность относится к направлению тока при сварке.
Некоторые типы и марки электродов могут лучше всего работать при полярности постоянного тока +, другие лучше работают на постоянном токе, и многие электроды работают в любом направлении с очень небольшой разницей.Полярность обычно менее важна при сварке штучной сваркой.
DC + (также известный как DCEP или положительный электрод постоянного тока)
Рабочий провод, подключенный к положительной (+) клемме
Заземляющий провод, подключенный к отрицательной (-) клемме «тепло» направлено на работу.
DC- (также известный как DCEN или отрицательный электрод постоянного тока)
Рабочий провод, подключенный к отрицательной (-) клемме
Заземляющий провод, подключенный к положительной (+) клемме
Это обычно приводит к более высокой скорости осаждения (плавление -выкл), с большим «теплом», направленным на электрод.
Рекомендуется ознакомиться с инструкциями производителя или поэкспериментировать с металлоломом, чтобы найти идеальную полярность для каждого типа электрода и применения.
Другие статьи о сварке стержневыми / стержневыми электродами
Что такое горячий запуск, сила дуги и защита от прилипания?
Что такое напряжение холостого хода (OCV)?
Использование генераторов для питания инверторных сварочных аппаратов
Сушильные шкафы для сварочных электродов
Преимущества электродов с двойным покрытием
Почему нельзя получить хороший сварной шов из-за плохого зажима заземления
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям. Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Как работает инверторная технология (в сварочных аппаратах)?
Проще говоря, инвертор — это электронная система регулирования напряжения.В случае инверторного сварочного аппарата он преобразует источник питания переменного тока в более низкое выходное напряжение — например, с источника питания 240 В переменного тока на выходное напряжение 20 В постоянного тока.
Устройства на базе инвертора
используют ряд электронных компонентов для преобразования мощности — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает путем увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц.Это достигается за счет использования электронных переключателей, которые очень быстро включают и выключают питание (до 1 миллионной секунды). За счет такого управления источником питания до того, как он попадет в трансформатор, можно очень значительно уменьшить размер трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Инверторные продукты имеют много преимуществ по сравнению с обычными трансформаторными устройствами:
- Вес и размер : Это наиболее значительное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными машинами.Например, инвертор весом менее 5 кг, меньше чемодана и его можно удобно перекинуть через плечо, может иметь выходную мощность, сравнимую с мощностью 50-килограммовой машины на базе трансформатора.
- КПД : Качественные инверторные аппараты, такие как серия инверторных сварочных аппаратов Weldforce, будут иметь КПД около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД — около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) из-за рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование энергии генератора намного более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках — что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием энергии генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора с инверторными сварочными аппаратами.
- Рабочий цикл : Обычно гораздо более высокие рабочие циклы достигаются с инверторными машинами, опять же из-за разницы в размерах трансформатора.Хотя более мелкие компоненты в инверторной машине быстро нагреваются, их можно охладить намного проще и быстрее. Однако в обычных сварочных аппаратах с «трансформатором» компоненты намного крупнее и, следовательно, имеют тенденцию накапливать тепло и дольше остывать.
- Выход постоянного тока : Многие обычные аппараты для ручной дуговой сварки с трансформатором имеют выход только переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных машинах ток намного легче преобразовать в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов.Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Характеристики : Производительность качественных инверторных сварочных аппаратов существенно выше, чем у обычных сварочных аппаратов. Это особенно заметно при ручной дуговой сварке, когда операторы обнаруживают, что сварка намного проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные машины имеют более высокое напряжение холостого хода и включают такие функции, как горячий запуск, защита от прилипания и Arc-Force.Ярким примером этого является сварка тонких материалов: при использовании обычного сварочного аппарата это очень сложно, если не невозможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность можно очень сильно уменьшить. низкая, чтобы можно было сваривать, скажем, листовой металл толщиной 1,6 мм или сечение трубы с относительной легкостью и контролем.
- Функции : Электроника инверторных машин значительно упрощает возможность включения дополнительных функций (таких как режим TIG) и повышения управляемости существующих функций.
Что такое инверторная технология IGBT?
Аббревиатура IGBT означает «биполярные транзисторы с изолированным затвором». Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах Weldclass Inverter, которые упрощают регулировку напряжения.
В некоторых инверторных машинах используется более старая технология / транзисторы MOSFET. Технология IGBT предлагает значительные преимущества по сравнению с MOSFET — возможно, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их намного более надежными и менее подверженными повреждению или отказу.
БТИЗ
Еще статьи по инверторным сварочным аппаратам;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы сварочных аппаратов
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях. Любые комментарии, предложения и рекомендации носят только общий характер и не могут применяться к определенным приложениям.Пользователь и / или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемого назначения и за обеспечение того, чтобы выбранный продукт мог правильно и безопасно работать в предполагаемом приложении. E. & O.E.
Как правильно приготовить металлический инвертор. Как научиться сваривать металл инвертором? О сварных швах
Если вы собираетесь выполнять сварочные работы самостоятельно и решили сделать это с помощью инверторного устройства, нужно заранее разобраться, как работать в качестве сварочного инвертора.
Тогда прочтите эту статью: все, что здесь написано, пригодится.
Самое главное знать, что все получится идеально, ведь инверторная технология сварки очень проста в освоении и использовании, опыт и умение особо не нужны.
Техника безопасности
Любой сварочный шкаф, в том числе инвертор, напрямую связан с электрическим током.
А это значит, что без знания и соблюдения техники безопасности, как готовить с помощью сварочного инвертора, начинать не стоит, это даже не обсуждается.
Эти правила просты и бесплодны:
- Перед подключением к инвертору необходимо проверить кабели на целостность и исправность. Важно помнить: обратный трос с прищепкой идет к минусовой клемме. Кабель, на котором есть электрический держатель, крепится к плюсовому разъему.
- После визуальной проверки установить рукоятку с регулятором мощности тока на минимальное значение. Затем подключите устройство к сети. Слушаем работу инклюзивного вентилятора: если шум плавный и без треска, то все в порядке.
- Теперь примите во внимание значительный вес металла, с которым вам предстоит работать.
Комбинезон
Сварочный инвертор.
Прежде всего, необходимо учесть действие высокой температуры и иметь следующие предметы:
- Маска сварщика со специальными светофильтрами;
- перчатки защитные или краги;
- защитный тканевый костюм;
- туфли на подошве из резины;
- при необходимости респиратор, если сварка идет в закрытом помещении без вентиляции.
Оборудование
Перечень необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электродов, подобранных под вид работы с характером и толщиной металла;
- Щетка с металлической щетиной
Начинаем готовить
Сначала установите правильную силу тока на инверторе. Мы помним, что в инверторных технологиях сварка переменным током является основным видом. Мощность сварочного тока зависит от состава электрода и диаметра его наконечника, положения заготовок при сварке и типа шва в планируемом соединении.
Все эти зависимости можно найти в исчерпывающих инструкциях к самому устройству и в вкладышах в пачках с электродами. Теоретически сварочный ток можно подобрать по диаметру стержня электрода: на каждый миллиметр диаметра должно приходиться около 30 А.
Находим удобную и устойчивую позу, одеваем маску и начинаем работать с обувью для левшей. Предплечье лучше обмотать тросиком. Если этого не сделать, в процессе сварки может утомиться рука, и кабель начнет болтаться, что негативно скажется на качестве сварочного шва.
Направление движения электрода для начинающего сварщика.
Для дебютных работ лучше выбирать металлические заготовки не самого маленького размера — больше 20 см, так будет удобнее. Как обычно делают новичков: надевают маску, поджигают электрическую дугу и сразу на одном дыхании пропускают заготовку на всю длину шва.
Если у вас небольшая деталь, и вы приветствуете ее на одном дыхании, у вас может сформироваться ненужная привычка готовить швы на одном дыхании.Поэтому тренируйте длинные детали с правильным дыханием.
Теперь о расположении предметов при эксплуатации. Заготовки лучше размещать на столе — горизонтальной поверхности. Электрод в держателе должен располагаться под прямым углом к плоскости стола, тогда угол наклона должен быть примерно 30 °.
Теперь вам нужно смоделировать дугу, чтобы она двигалась по запланированному сварному шву.
Сварку можно производить уголком назад, в этом случае уклон 30 ° идет в направлении шва.Если угол вперед — электрод наклоняется в противоположную сторону от шва. Электрод необходимо перемещать примерно как карандаш — на высоте 2 мм от поверхности заготовок.
Необходимо помнить, что при прожигании электрод укорачивается, поэтому нужно следить за расстоянием над поверхностью.
Теперь о дуге и электродах
Быстро разжечь и правильно сохранить дугу — пожалуй, самое главное для успешной инверторной сварки.Дуга не должна прерываться — это то, что нужно соблюдать при приближении электрода к плоскости заготовки.
Накладка электрода осуществляется двумя способами: нарезанием или чирканьем. Если электрод новый, его легко настроить. Если он уже горит, то покрывается пленкой шлака, которая быстро предотвращает переедание.
В этом случае электроды нужно переключать дольше, чтобы пленка лопнула. Зависимость между сварочным током и диаметром электрода легко рассчитать с помощью таблиц, которых в сети присутствует огромное количество.
Функциональная схема сварочного инвертора.
Если у вас продвинутая модель инвертора, то она оснащена дополнительными функциями, значительно облегчающими жизнь новичкам и всем остальным.
Вот эти дополнительные функции:
- Горячий старт или горячий старт способствует возникновению электрической дуги.
- Антисалипация или расслоение дуги включается при слишком быстром приближении электрода к металлической поверхности. Эта функция увеличивает текущий уровень.
- Anti-antistik или antiistick, наоборот, отключает ток, чтобы предотвратить перегрев сварочного аппарата.
Узнайте лучше о простейшей форме шва — струнном шве, для которого электрод нужно проводить ровно без каких-либо колебательных движений.
Как только вы начнете уверенно разбираться в резьбовой технике, можно приступать к сварке металлов колебательными движениями в разных конфигурациях — их несколько.
В таких случаях необходимо совершить несколько первых колебательных движений для образования сварочной ванны. Наклон электрода делают под углом 30 °, не больше и не меньше. Как только проход будет завершен, нужно отбить корку шлака молотком, чтобы очистить новый шов металлической щеткой.
Чтобы шов был качественным и эстетичным, в его конце необходимо совершить пару-тройку колебательных движений в сторону наплавки металла.Таким образом можно избежать образования кратера.
О сварных швах
Швы, образованные инверторной сваркой, следующие:
- однопроходный, при котором толщина металлической заготовки пополняется за один проход;
- многочастотный, при котором одного прохода электродов недостаточно. Применяется при сварке толстых кромок.
Самый известный и простой способ проверить качество шва после сварки — постукивание по нему молотком.При этом отскакивает слой шлака — при условии, если шов гладкий и ровный. Также качество шва зависит от температурного режима: он должен быть правильным.
Если шов перегрет, то при недостаточном нагреве он может порваться — произойдет очень неприятное дело — порча.
Полярность прямая и обратная: в чем разница
Полярность при сварке в инверторном аппарате — чрезвычайно важная вещь, в которой нужно разбираться.
Если сварочный ток постоянный, движение электронов также будет постоянным. И при такой ситуации практически не происходит разбрызгивания капель и кусочков расплавленного металла, в результате чего шов выходит аккуратным и качественным.
По сути, полярность — это направление потока электронов, которое зависит от порядка подключения кабелей к двум разным разъемам устройства. У инверторов есть возможность выбрать тип полярности. Также можно регулировать силу тока во время сварки.
Обратная полярность
Типы полярности для сварки.
Это отрицательный полюс на металлической заготовке и положительный полюс на электроде. Таким образом, ток движется от минуса к плюсу, то есть от металла к электроду. Электрод при таком способе сильно нагревается. Метод хорош при сварке тонких металлов, так как здесь снижается риск ожога.
Прямая полярность
Здесь наоборот: минусовой полюс расположен на электроде, а плюс — на металле заготовки.Теперь ток течет от электрода к свариваемой детали, которая в этом случае нагревается над электродом. Так что работайте с толстыми кромками металлов.
Следует отметить, что полярность всегда указывается в инструкции на упаковках с электродами.
Один из главных «инверторных» вопросов от дебютантов — какая полярность наиболее оптимальна при сварке инвертором? Ответ зависит от многих критериев, но при резке металла полярность должна быть прямой.
Дело в том, что при такой полярности оплавленная область получается глубокой и узкой — именно то, что нужно при резке.
С обратной полярностью все наоборот: зона плавления небольшая глубина и довольно широкая.
Повар, нарезка
Если вы работаете с тонкими листами металла, нужно правильно подобрать электрод малого диаметра и значение сварочного тока. Если, например, толщина кромки вашей детали составляет 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну и сварочный ток должен достигать 35 А. Готовить нужно прерывистыми движениями.
Вопрос в том, какие электроды можно изготовить с учетом вида сварки и характера металла.
С помощью инвертора можно резать металл и даже проделывать отверстия в стенках труб. Чтобы сделать это грамотно и быстро, нужно поставить на машину правильные индикаторы. Диаметр электрода 2,5 мм и сила тока 140 А — это точно индикаторы.
Устанавливаем на электрод и ставим точно на место планируемого вскрытия. Давиму за хорошую разминку. Переставляем электрод, снова давим и греем. И так до прорезывания прорезывания нужной формы и величины.
Если вы режете листовой металл, то лист нужно закрепить вертикально. В этом случае капли расплавленного металла будут стекать вниз, иначе вы рискуете попасть на срез застывших металлических сосулек.
Честно говоря, вся резка металлов сварочным аппаратом, даже самым совершенным инвертором, — не самая лучшая идея с технической точки зрения. Всегда есть риск оплавления металла на месте резца — металл может попросту расплачиваться. Лучший способ резки металла — болгарка.
Выбираем, покупаем
Таблица Характеристики сварочного инвертора.
Техника из Азии, как правило, недорогое и очень приличного качества, за исключением конечно подделок кустарного производства.
Европейские инверторы
отличаются качествами с обязательным прилагательным впереди «Высокие»: высокая цена, высокая надежность, высокое качество. Российских устройств на рынке мало.
Соблюдайте марку сварочного кабеля и площадь его поперечного сечения.Правильный выбор поможет избежать сложностей с перепадами напряжения в сети, если они возникнут во время сварки.
Во-вторых, разберитесь с наличием сервисных центров в стране. Если вы живете в миллионном городе, то конкретный сервисный центр вряд ли станет для вас проблемой. Но если вы живете в отдаленном районе, этот вопрос будет для вас одним из самых важных.
Если у вас все хорошо, то с покупкой одной машины не обойтись. Обязательно купите сварочную маску со светофильтром.Вам необходимо обезопасить себя от брызг расплавленного металла и продуктов сгорания.
Но главное защитить от ультрафиолета горячей дуги. Самый примитивный вариант — это пластиковая маска и светофильтр, который подбирается в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и удобнее — маска с противопожарным фильтром типа «хамелеон», которая автоматически меняет свои характеристики, и которую можно регулировать под окружающее освещение и состояние ваших глаз.
В сети есть множество таблиц с данными, которые помогут грамотно подобрать светофильтры. Лучше подбирать их к более-менее комнате. Самым оптимальным решением станет проверка освещенности помещения для работы и вашего зрения.
Ладно, согласен, целый костюм из специальной ткани не купишь. Но брезентовый фартук с перчатками — это не прихоть, а ваша защита. Варежки лучше выбирать с ложки. Обратите внимание на свою обувь: обратите внимание, что капли расплавленного металла могут упасть им на ноги.
Как ухаживать за инвертором?
Любая техника любит уход и порядок, ваш инвертор — ни в коем случае не исключение. Правила, как правильно приготовить инверторную сварку и как ее хранить, несложны.
Выберите электрод для сварки различных металлов.
Перед работой необходимо сделать следующее:
- визуальный осмотр устройства и подготовка места, где вы собираетесь работать;
- установить инвертор в горизонтальном положении с желаемой защитой от пыли, осадков и других загрязнений;
- подключаем к разъемам согласно вашим планам, обычно это плюс на электроде, а минус на металле;
- подключить питание.Самый главный нюанс: если вы используете удлинитель, то отрезок сварочного кабеля должен быть не менее 2,5 мм².
- поджег дугу на разделке как тестовое тесто;
- убедиться в целостности кожуха, ведь без него категорически запрещено;
- настроить текущий режим. Можно приступать к приготовлению.
Кабель
Хранить устройство необходимо по следующим правилам:
- постоянно проверять все узлы устройства.Периодичность проверок зависит от интенсивности использования аппарата и степени запыленности рабочего помещения;
- очистить прибор от пыли сжатым воздухом под низким давлением. Электрическое плато воздушной струи не очищает, а обходит мягкую щетку;
- проверить прочность силовых разъемов, целостность вилки, розетки и изоляционного покрытия электрических кабелей;
- держать инвертор лучше в сухих условиях, температуру воздуха следует закладывать в пределах от -15 ° C до + 50 ° C, оптимальная влажность воздуха около 70 — 80%.
- Не забывайте отключать инвертор от сети, когда он не работает.
Сварка — одна из самых сложных, но чрезвычайно популярных технологий работы с металлами. Куда не бросишь взгляд — обязательно используются сварные стыки. Без этого процесса не обходится ни одно промышленное производство, строительная компания, ремонтное или сервисное предприятие. Сварка и при строительстве и улучшении собственного жилья становится незаменимой.
Но вот проблема — сварочные работы требуют некоторой подготовки.Вы, конечно, можете при необходимости обратиться к мастерам-сварщикам по объявлениям или к их знакомым, владеющим необходимыми навыками. Но лучше все же поставить перед собой вопрос — как самому научиться работать электросваркой, чтобы ни от кого не зависеть. Сегодня, когда домашнее сварочное оборудование перестало быть проблемой, возможность проводить такие работы, особенно для собственника индивидуального жилья, — бесценный плюс, так как многие проблемы просто перестанут существовать.
Но прежде всего необходимо разобраться с основными понятиями электросварки и обзавестись оборудованием.Сварка — такой технологический процесс, где качество работ напрямую зависит от оборудования рабочего места.
Сама суть электросварки заключается в следующем. Электростанция вырабатывает мощный сварочный ток, кабели которого подводятся к рабочему столбу. Между электродом и поверхностью свариваемого металла создается электросварочная дуга, которая характеризуется наиболее высокими температурными показателями. Это приводит к плавлению металла и добавочного материала. Образуется так называемая сварочная ванна — зона расплава, контролирующая и направляющая сварщик формирует шов.После снятия дуги происходит кристаллизация расплавленного металла и создается прочное монолитное соединение деталей.
Эта очень упрощенно описанная схема реализована в нескольких технологиях сварки:
- Самоа распространена ручная дуговая сварка, которая по существующей терминологии имеет аббревиатуру MMA (от английского названия «MaNuel. Metal ARS»). Основная особенность — использование плавленых электродов со специальным покрытием. Достоинства — не требуется специальной техподдержки, газовое оборудование.Недостаток — возможность сварных работ только с черными металлами или нержавеющей сталью.
В подавляющем большинстве случаев, если рассматривать сварку на бытовом уровне, имеется в виду именно эта технология.
- Сварка по технологии TIG позволяет работать с легированной сталью и некоторыми цветными металлами. Термин «Вольфрам. ИНЕРТ. ГАЗ.» Говорит сам за себя: вольфрам и инертный газ. Дуга в этом случае создается между свариваемой поверхностью и запрещенным вольфрамовым электродом, а в заливку вносится скрутка того или иного типа.Одновременно через сварочную горелку с термостойкой керамической насадкой постоянно подается защитный инертный газ, обеспечивающий чистоту шва.
Сварка по данной технологии имеет ряд преимуществ, но требует специального оборудования и высококвалифицированного персонала.
- METAL INERT GAS — Металл Astive. ГАЗ.) — одна из самых передовых современных технологий, которую все чаще используют отечественные мастера. Процесс варки также проходит в среде инертных или активных газов с автоматической подачей материала (сварочной проволоки), который играет роль электрода.
Эта технология позволяет выполнять качественные швы в любой плоскости и с очень высокой производительностью. В какой-то степени он даже проще, чем M.Ma, но требует сложного и достаточно громоздкого оборудования — самого сварочного аппарата, механизма подачи проволоки, газобаллонного устройства, горелки со специальной гильзой, через которую проходит проволока и защитный газ принадлежит.
- Также существует точечная электросварка — Точечная, которая находит наиболее широкое применение, в частности, на кузовных частях авторемонтных предприятий.Также потребуется специальное сложное оборудование, а в домашних условиях практически не применяется.
Ручная дуговая сварка MMA — что потребуется для работы?
Любой новичок всегда начинает с освоения техники ручной дуговой сварки (MMA), поэтому все рассматриваемые вопросы будут ей посвящены.
Для самостоятельной практики необходимо подготовить определенное оборудование, снаряжение и расходные материалы.
Сварочный аппарат для дуговой сварки
Для проведения сварочных работ по технологии MMA используется один из трех типов устройств:
- Сварочный трансформатор — один из простейших видов оборудования.Принцип работы элементарный — сетевое напряжение 220 В (или 380, для трехфазной сети) преобразуется в более низкое, примерно 25 — 50 В, но за счет этого резко увеличивают значение тока для тока. Такая схема отличается простотой, высокой надежностью и простотой, высокими показателями мощности. Стоят такие устройства недорого, что, вероятно, во многом предопределено их распространенностью.
Недостатков трансформатора намного больше — сварочная дуга от переменного тока не отличается стабильностью, отсутствуют случаи раскрытия электродов, большое разбрызгивание металла, швы не отличаются точностью.Кроме того, для «смены» потребуются специальные электроды. Сварочные трансформаторы очень сильно зависят от сетевого напряжения, а сами в процессе работы могут серьезно «мешать» сети. Они не отличаются компактностью и легкостью. Одним словом, начинать обучение на таком оборудовании нежелательно. Как правило, для работы на таких устройствах потребуются хорошие навыки.
- Сварочные MMA-выпрямители отличаются от преобразователей T Ransformator тем, что дают на выходе постоянный ток. С ними намного проще работать, так как «постоянная» дуга намного стабильнее, а швы получаются более аккуратными.
Но, недостатки остаются — та же массивность и габаритность, даже больше, чем у сварочных трансформаторов, зависимость от напряжения питания и большая нагрузка в сети. По цене они дороже трансформаторов.
- Без преувеличения можно сказать, что буквально революцию в сварочных технологиях произвели аппараты, работающие по инверторной схеме. Сеть переменного напряжения 220 В с частотой 50 Гц проходит целый каскад частотно-амплитудных преобразований, и на входе получается требуемый постоянный ток с максимальной степенью стабилизации.Все процессы контролируются микропроцессорным блоком, который позволяет выполнять необходимые настройки с высокой степенью точности.
Самое современное решение — сварочный инвертор
Все это дает целый «букет» достоинств такого аппарата:
— Аппаратура спокойно передает достаточно серьезные колебания М = сетевого напряжения, что особенно важно в деревнях, где такие проблемы — очень частое явление.
— При этом у инверторов, по сравнению с другими устройствами, минимальное энергопотребление — они практически не перегружают сеть.
— Стабилизированный ток и возможность его точной регулировки позволяют выполнять аккуратные и аккуратные швы. Дождевание практически отсутствует.
— Устройство отличается компактностью и малым весом.
Выпускается широкий спектр подобных устройств — от бытовых инверторов до профессионального оборудования. Для начинающих сварщиков самое оптимальное решение.Инверторы высочайшего качества довольно высоки, но, во-первых, имеют тенденцию к снижению, а во-вторых, такая разовая покупка полностью себя оправдает. Появилось множество недорогих устройств в продаже весьма сомнительной сборки. Поэтому очень важно правильно подойти к проблеме выбора инвертора — обязательно нужно обратить внимание на ряд важных нюансов:
- Максимальный сварочный ток. Если прибор планируется применять в бытовых условиях, то, как правило, останавливаются на моделях с номиналом 150 — 200 А.этого вполне достаточно для работы с электродами диаметром до 4 мм.
- Устойчивость электронной схемы к перепадам сетевого напряжения. Качественные инверторы должны выдерживать колебания в пределах ± 20 ÷ 25%.
- Инвертор должен иметь систему принудительного охлаждения, которая постоянно работает при включенном питании, или оборудоваться автоматическим запуском вентиляции при определенном значении температуры радиаторов.
- Не стоит забывать и о потребляемой мощности устройства — в небольших моделях оно может составлять порядка 2 ÷ 3 кВт, но может достигать более значительных значений в устройствах полупрофессионального или профессионального класса.
- Насчет м. М ног просто не знаю: параметр, определяющий допустимую продолжительность процесса сварки — продолжительность включения (ПВ). Ни один аппарат не может работать без перерывов, а в параметрах обязательно указывается PV, выраженный в процентах от общей продолжительности работы оборудования. В бытовых моделях это обычно около 40% — ничего не поделаешь, такова плата за компактность устройства. На практике это означает, что период «отдыха» в данном случае равен 1.В 5 раз больше, чем время сварки, например, на 1 минуту непрерывной работы тогда потребуется не менее одной и одной минуты минутной паузы.
- Для начинающих сварщиков будет очень удобно, если в схеме устройства будут реализованы несколько полезных функций:
— «NotstaRt» значительно упрощает первоначальную конструкцию сварочной дуги. Электроника автоматически импульсным образом увеличивает значение тока в момент зажигания.
— «ARCFORCE» поможет справиться с извечной проблемой новичков — электродом к поверхности металла.При уменьшении желаемого зазора между электродом и металлом ток увеличивается, предотвращая эту неприятность.
— «Антистик» — это функция, которая предотвратит перегрев автомата, если избежать залипания все же не удалось. В этом случае питание просто отключится.
Еще один важный совет. Инверторы «ахиллесова пятая» — это определенная сложность проведения ремонтных работ при выходе из схемы. При выборе устройства лучше отдавать предпочтение моделям с многомерной компоновкой электронной схемы.Купить аналогичные устройства немного дороже, но диагностика поломок становится проще, ремонтопригодность намного выше.
Видео: Как выбрать сварочный инвертор
Сварочная проволока, электрододержатель, зажим массы
Сварочные инверторы обычно уже оснащены проводами, держателем электродов и зажимом массы. Однако при покупке на эти элементы тоже стоит обратить пристальное внимание — иногда можно столкнуться с некачественной продукцией.
- Сварочные провода должны иметь гибкую резиновую изоляцию, иметь надежные латунные контактные вилки, подходящие для разъемов конкретного аппарата.Сечение кабеля должно быть не менее 16 мм², если прибор рассчитан на ток до 150 А, 25 мм² — на 200 А и даже 35 мм², если предполагается работа с током 250 А и выше. Не следует гнаться за проводами большой длины или растягивать их самостоятельно — это может привести к перегрузке электроники и выхода инвертора.
- Электрододержатель — важнейший элемент оборудования сварщика, так как им мастер манипулирует в процессе работы.Необязательно использовать самодельные «вилки» — это довольно опасно с точки зрения получения легких ожогов глаз или поражения. ЖЕ ОБЫЧНОЕ И сегодня это держатели пассивного типа — «прищепки». Некоторые удобны, позволяют легко и быстро заменить электрод, хорошо изолированы со всех сторон и обеспечивают должную безопасность.
Некоторые из самых распространенных — держатели — «прищепки» проходного типа
Держатель должен иметь надежный зажим для электродов, позволяющий размещать электроды не только перпендикулярно, но и под углом 45 º.Необходимо не полениться и проверить материал контактной части — медь должна быть или латунь, но никак не медная сталь. Это явный признак. Дешевая подделка, которую легко выявить с помощью небольшого магнита. Необходимо проверить надежность фиксации электродов, особенно небольшого диаметра (2 мм) — часто возникают проблемы в некачественных держателях хламового типа.
Немаловажным фактором является удобство держателя, его балансировка, «разорение» — работа с ним не должна вызывать быстрой утомляемости.У него должна быть достаточно длинная ручка, позволяющая занять наиболее удобное положение руки, гофрированная поверхность, чтобы рукавицы не скользили в ладони. Не забывайте, что максимальное значение сварочного тока также определяется для держателей.
- Зажим подключения массы должен иметь мощную пружину, надежное соединение с проводом, латунные контакты для опрессовки металлической заготовки, соединенные медной шиной.
Оборудование сварщика
- В первую очередь для сварочных работ потребуется маска или щиток.Щитки часто идут в комплекте с инверторами, но у них есть неудобства — их нужно держать развязанными, а это не всегда возможно. Лучше приобрести полноценную маску.
Этот предмет экипировки защищает глаза от легких ожогов, закрывает лицо от металлической струи или искры, а органы дыхания в определенной степени — от поднимающихся газов. При этом светофильтр должен обеспечивать хорошую видимость нанесенного шва при зажигании дуги — выбор производится индивидуально.Светофильтр следует накрыть защитным стеклом.
Сама маска изготовлена из термостойкого пластика. Он не должен быть тяжелым и громоздким, вызывающим быструю утомляемость. Необходимо проверить удобство головы и ее фиксацию в нужном положении, возможность регулировки нужного размера.
Маски — «хамелеоны», снабженные специальными жидкокристаллическими фильтрами, мгновенно меняющими светопроницаемость в момент зажигания дуги. Удобство бесспорно — нет необходимости постоянно отливать маску для визуального контроля выполненного шва, упрощается процесс зажигания дуги.Такие маски имеют определенную степень регулировки скорости, и степень затемнения — еще одно существенное преимущество. Их недостаток — довольно высокая цена.
- Для работы потребуется спецодежда, прошитая их прочным плотным баком, исключая мгновенный процент или горение при искрообразовании (например, брезент). Карманы для хранения на куртке или штанах категорически запрещены.
Обувь должна быть кожаной, полностью закрытой, ее верх должен надежно прикрываться брюками.Руки необходимо защищать кожаными или плотными брезентовыми рукавицами или перчатками (крагами) с длинными манжетами, полностью закрывающими область запястий.
- Для производства сварки вам также понадобится специальный шлаковый молот, щетка для зачистки металлических поверхностей. Для нарезки заготовок и резки деталей (снятие фаски и т. Д.) Потребуется станок «Болгарка» с отрезными и шлифовальными кругами.
Какие электроды использовать?
Электрод представляет собой стальной стержень, покрытый слоем покрытия.Стержень является проводником сварочного тока и добавочным материалом. Покрытие при воздействии высоких температур создает защитный слой из шлаков и газа, который защищает сварной шов от мгновенного окисления кислородом и азотом воздуха.
Очень важно выбрать электроды
Бывают ситуации, когда оборудование хорошее, и вроде все по правилам, но сварка не получается. Возможно, причина кроется в неправильном подборе электродов.Увы, но многие начинающие мастера их берут в руки, ориентируясь только на толщину сечения стержня, выпуская остальные характеристики. Между тем классификация электродов довольно сложна и разнообразна. Конечно, можно получить совет при покупке, если конечно сам продавец разбирается. Но с некоторыми вопросами можно попробовать разобраться и самостоятельно.
Например — электрод E42 A-U.
О-13 / 45- 3,0 удара
(Зверь 9966-75) или E-432 (5) — B 1 0
(Зверь 9967-75).Что я могу сказать цифрами и буквами?
- E42
А-
специальное обозначение, говорящее о механических и прочностных качествах создаваемого шва. Характерный, более требующий инженерных расчетов. - UOH -13/45 —
— это зашифрованная марка продукта. которое закреплено за ним производителем. - 3,0 —
диаметр металлического стержня 3 мм. - Письмо «У»
говорит о том, что он предназначен для сварки углеродистых или низколегированных сталей — что чаще всего требуется в домашних условиях.Можно встретить обозначения «L», «T», «B»
— это электроды для легированных и прочных сталей разных марок, а «Н»
— Для создания наплавочного слоя на металлической поверхности. - Letter «D»
в этом примере говорит о толстом покрытии. Тонкий слой будет обозначен «M»
, средний — «ОТ»
И очень толстый — «Г».
Предпочтение следует отдавать толстому покрытию.
По следующему ГОСТу расшифровка следующая:
- E-432 (5)
— Информация для специалистов о физико-химических свойствах назначенной добавки.
«В»
— это классификация покрытия. В примере выше — основной. Причем можно встретить такие обозначения:
— «НО»
— покрытие кислотного типа, подходит для констант, I.для смены любых видов швов, но дает сильное разбрызгивание.
— «Б»
— Основной применяется для сварки мощных толстых деталей с обратной полярностью.
— «R»
— Рутиловое покрытие — одно из самых распространенных, отлично подходит для начинающего сварщика и для работы в домашних условиях.
— «С»
— покрытие с целлюлозным компонентом. Он очень удобен для работы в больших масштабах, но требует особой квалификации сварщика, так как плохо переносит перегрев.
— «РЦ», «РЦЖ» —
комбинированного типа. Буква «F», кроме того, указывает на включение порошка железа. В основном используется квалифицированными специалистами для специального вида работ.
- Следующая цифра указывает пространственное расположение швов, которые могут быть выполнены этим электродом.
—
«один»
— универсальный;
— «2»
— все, кроме вертикального сверху вниз;
—
«3»
— недопустимы «потолочные» и вертикальные, а также по п.2;
— «четверка»
— Электродом можно выполнять исключительно нижние швы.
- Последняя цифра в маркировке является индексом, который говорит о параметрах желаемого сварочного тока. Данные сведены в специальную таблицу с учетом вида тока, значения напряжения холостого хода и необходимой полярности. Чтобы не вдаваться в подробности — всего несколько слов о том, что необходимо учесть. Всего десять градаций, из «0»
перед «девятка»
. Для АС любой, кроме «0»
.В режиме «постоянно» полярность подключения не имеет значения для индексов «1», «4», «7»
. Электроды «2», «5»
и восьмерка
— исключительно для прямой полярности и «0», «3», «6»
, I. «девятка»
— Только для реверса.
Диаметр электродов выбирается в зависимости от толщины свариваемых деталей. В упрощенном виде можно ориентироваться на следующие параметры:
— для заготовок толщиной до 2 мм — Ø 1.5 ÷ 2,5 мм;
— 3 мм — Ø 3,0;
— 4 ÷ 5 мм — Ø 3,0 ÷ 4,0;
— 6 ÷ 12 мм — Ø 4,0 ÷ 5,0;
— Более 12 мм — Ø 5.0.
Видео: Классификация электродов для ручной дуговой сварки
Подготовка рабочего места
Для продолжения практических занятий необходимо подготовить рабочее место:
- Лучше всего работать на свежем воздухе и открытом пространстве — исключается вероятность возгорания конструкций, меньше влияние токсичных испарений.
- Рядом с рабочим местом не должно быть горючих материалов или жидкостей.
- На случай возгорания следует приготовить средства пожаротушения — воду, дурацкую накидку из плотной ткани, песок. При этом воду можно использовать для тушения пламени только при полном обесточивании прибора.
Оптимальное решение — верстак для сварки металлов
- Лучше всего работать на верстаке по металлу. Вопрос фиксации заготовок (тисков, зажимов и т. Д.).следует продумать. )
- Удлинитель может иметь поперечное сечение кабеля, соответствующее пиковой мощности, потребляемой сварочным аппаратом.
- Перед тем, как приступить к работе, необходимо предусмотреть меры, исключающие появление посторонних людей, и в частности детей.
Первые практические шаги
Если все готово, можно переходить к практическим действиям. Для начала лучше всего подготовить металлический лист, очищенный от грязи и ржавчины — первые шаги, чтобы лучше поработать на нем, не торопясь сразу сваривать какие-либо детали.
Заготовка присоединяется к зажиму массы. В месте подключения очень важен хороший контакт — его следует очистить металлической щеткой
Начать тренировку лучше всего с электродами Ø 3 мм — ими легче «набить руку». Величина сварочного тока в этом случае будет порядка 80-100 А. Электрод вставляется в держатель, проверяется надежность его крепления.
- Первым «упражнением» будет зажигание и удержание сварочной дуги.Для этого после включения прибора и опускания маски нужно либо осветлить электрод за верхнюю часть металла, либо несколько раз постучать по одному месту. Должна появиться искра, а теперь самое главное — сохранить горящую дугу. Для этого необходимо строго выдерживать зазор между электродом и поверхностью металла. Положение электрода составляет примерно 30 º от перпендикуляра к поверхности.
Нормальный зазор считается примерно равным толщине стержня электрода — это называется короткой дугой.При инверторной сварке с использованием качественных и сухих электродов не может возникнуть стабильность дуги. При увеличении зазора до 4 — 5 мм получается длинная дуга, которая не даст качественного шва. Чрезмерное приближение электрода к поверхности может закончиться его залипанием. В этом случае следует сразу же отвести держатель в сторону, пока не начался перегрев стержня.
При поддержании дуги следует помнить, что электрод постоянно выгорает, и необходимо регулировать его положение относительно поверхности металла.
- Теперь нужно четко понимать структуру расплавленного металла в зоне дуги. В начале нагрева появляется красное жидкое пятно — это не металл, а расплавленное покрытие электрода, создавшее защитный слой. Через 2-3 секунды в центре этого пятна появится ярко-оранжевая или даже беловатая капля с легким встряхиванием или рябью на поверхности — это сварочная ванна, участок расплавленного металла. Важно научиться четко различать жидкий шлак и саму ванну — от этого будет зависеть качество нанесенного шва.
- Как только ванна сформировалась, начинаем пытаться осуществить ее движение, плавно перемещая электрод, не меняя зазора. Капля металла всегда перемещается в зону с повышенной температурой, поэтому ванна будет стремиться к дуге. Со своей стороны давление дуги несколько отталкивает ванну в обратном направлении. Практически поработав и реализовав этот принцип, можно попробовать сформировать валик из металла шва на поверхности листа.
- Для некоторых усложнений задачу лучше всего наметить на металлической поверхности, чтобы выдержать при создании сварного ролика.Электрод будет перемещаться по линии небольшими колебательными движениями в стороны — как показано на схеме.
После наложения этого «шва» необходимо дать ему остыть, а затем отвести шлаковый слой, чтобы визуально оценить качество. Возможно, вам потребуется отрегулировать силу тока. Это, например, будет заметно на нежелательных участках — тока явно недостаточно. Повышенное значение может привести к ожогу листа. Все это определяется только экспериментально, каких-либо четких рекомендаций дать сложно.
Первое упражнение — создание гладких роликов
Пористость швов не допускается, включение в структуру металла частиц шлака это соединение не отличается прочностью.
На практике можно будет определить, какое направление сварки будет наиболее удобным — на себе или от себя, растягивая ванну за электродом или наоборот, выталкивая ее вперед. Многие мастера советуют еще сварку, если стали получаться ровные и качественные ролики, можно переходить к следующему этапу — сварить две заготовки.
- Сварные швы в пространственном положении ниже, в вертикальной плоскости (горизонтальной или вертикальной) и потолке. Начать, конечно же, нужно снизу — остальное умение выполнять не сразу придет, по мере накопления опыта.
- По расположению сопряженных частей швов делят на стыковые, угловые, паяльные и нити. Каждый из них имеет свои особенности наложения, перемещения электрода, резки и укладки заготовок.
- Сварка двух деталей начинается с лент, которые обеспечивают стабильное положение деталей при наложении основного шва. Обычно ток вводят на 20-30% больше при работе на короткой дуге. При этом ленты не должны быть ближе 10 мм от края заготовок или близко от вершин. После наложения лент можно следить за правильностью положения и вносить необходимые корректировки.
- Изначально следует научиться накладывать однослойные швы на тонкие, 3-4 мм заготовки.Можно освоить более сложные варианты, с корнем грубым и с начинкой, стабильные навыки будут достигнуты простейшими приемами.
Не стоит бояться этих первых неудач — опыт обязательно придет
Словом, все остальное будет зависеть только от усилий и регулярных практических занятий начинающего сварщика. Хорошо, если есть возможность обратиться к специалисту, чтобы он оценил полученные результаты. Если нет — вы можете сравнить результаты своей работы с видеовыходами с мастер-классами по дуговой сварке.Обязательно придет опыт, твердость руки, умение правильно подбирать параметры и уверенность в своих силах.
Видео: Мастер-класс по ручной дуговой сварке
Современные сварочные аппараты, инверторы, представляют собой небольшое устройство, предназначенное для переноски и облегчения сварки (по сравнению с предыдущими трансформаторами). Научиться варить инвертор намного проще, чем трансформаторный прибор. Таким образом, сварка перестала быть прерогативой профессионалов, стала популярным занятием, доступным для освоения и использования в своей сфере.Рассмотрим, как научиться сваривать металл с помощью инвертора.
Устройство и принцип работы инверторного сварочного аппарата.
Устройство сварочного инвертора: как возникает дуга?
Инвертор представляет собой металлический ящик небольших размеров (до 0,5 метра) массой до 10 кг. Основная задача сварочного аппарата — вырабатывать ток заданных параметров. Для этого инвертор преобразует ток из сети (переменный 220 вольт) в сварочный.Сварочный ток большинства бытовых аппаратов постоянный.
Подключение постоянного и обратного тока.
Каждый инвертор имеет два вывода: катод (обозначает «-») и анод (обозначает «+»). В один вывод вставляется электрод, а второй подключается к свариваемому металлу. После подачи электрического тока образуется полная электрическая цепь. При небольшом обрыве цепи (с расстоянием в несколько миллиметров) в месте обрыва происходит мгновенная ионизация воздуха и возникает сварочная дуга.
Основное выделение тепла происходит в дуге. Температура его горения 5000-7000 ºC. Это выше точки плавления всех используемых металлов. При горении дуги края металлов и электрода плавятся и перемешиваются. Шлак — более легкий материал, он всплывает на поверхность и защищает основной металл от окисления и насыщения азотом. После застывания образуется сварной шов.
Полярность тока и параметров сварки — что это?
Сварочный ток может двигаться от катода к аноду и, наоборот, от анода к катоду.Это формирует разную полярность тока. Когда ток идет от катода — прямая полярность. При обратном движении (от анода) — обратном. Для чего нужна прямая и обратная полярность?
Использование другой полярности связано с тем, что более высокая температура будет на клемме, на которую подается электрический ток. Если ток прямой полярности, на аноде (то есть на наматываемой поверхности) образуется более высокая температура. Это самый распространенный вид сварки, с ним работает большинство начинающих сварщиков.Если ток обратной полярности, более высокая температура образуется на катоде (к нему подключается электрод). Это требуется при работе с тонким металлом и теми марками стали, которые нельзя перегревать (например, высоколегированные).
Диаметр электрода подбирается в зависимости от толщины свариваемых деталей. Размер электрода и мощность электрического тока пропорционально зависят друг от друга: чем больше толщина электрода, тем сильнее ток.Для примерных расчетов сила тока равна диаметру, умноженному на 3,5. То есть для электрода 3 мм сила тока будет: 3 * 3,5 = 105 А.
Так как на ток также влияет расположение шва (горизонтальный, вертикальный или потолочный), материал электрода, начинающему сварщику проще использовать ток для силы тока к диаметру электрода и выбора диаметра. толщины шарнирных элементов (рис. 1 и 2 соответственно).Далее можно приготовить металлический инвертор.
Преимущества инвертора перед трансформатором
Рисунок 1. Таблица соответствия толщины металла и диаметра электродов.
На обучении легче освоить искусство сварки с помощью инвертора. Сварку металлического инвертора проще, потому что аппарат обеспечивает постоянный сварочный ток (независимо от колебаний напряжения в сети). В результате дуга горит стабильно, металл слегка присыпается.Величина сварочного тока плавно регулируется.
Сварочный инвертор
Cook удобен новичкам за счет наличия дополнительных функций. Например, в инверторе можно спроектировать горячий старт (hot-start), он увеличивает сварочный ток в начале работы (облегчает зажигание дуги). Еще одна функция «Сильная дуга» (Arc-Force) включается в работу, когда сварщик слишком близко подбирает электрод к металлу. В этом случае инвертор автоматически увеличивает ток, ускоряет плавление и не допускает прилипания.
В случае залипания включается функция Anti-Zalip (Антизалипание). Это снижает ток и дает возможность оторвать электрод от металла и продолжить сварку. При работе инвертора потребляется относительно небольшое количество электроэнергии. Например, для сварки электродом диаметром 3 мм требуется ток напряжением 4 кВт (что соответствует работе двух электрочайников). Экономия электроэнергии окупается за относительно высокую цену инвертора.
Меры безопасности при сварке
Рисунок 2. Диаметр электрода и сила тока.
Перед началом работ пространство в радиусе нескольких метров освобождается от деревянных и других легковоспламеняющихся предметов. Это важно для начинающего сварщика. Сварочный электрод или его обломки имеют большую температуру, они способны поджечь доску, ящики, бумажный мусор. Его обязательно надевают на одежду, закрывающую все тело (длинные брюки, куртку с длинными рукавами).Это важно и для новичка, ведь в процессе разбрызгивания капли металла могут попасть на открытую кожу рук или ног. На лицо обязательно надевается защитная маска с темным стеклом (светофильтр). Для солнечного света это стекло непроницаемо. Будет видно горение дуги через светофильтр.
Наблюдать за дугой без защитного стекла опасно, можно получить ожог глаза. Слабая степень ожога (раз два раза смотрела на дугу) приводит к образованию светлых пятен перед глазами («зайчики схватили»).При средней степени ожога болят и чешутся глаза (ощущение песка в глазах). Сильная степень ожога приводит к частичной или полной потере зрения.
Как пожалеть дугу?
Правила техники безопасности при сварке.
Чтобы сваривать металлические поверхности, нужно научиться зажигать дугу и поддерживать ее. Для начала нужно подключить клеммы инвертора. Мы будем работать с током прямой полярности, поэтому в катодный вывод («-») вставляем электрод.Для удобства эксплуатации возьмем электрод диаметром 3 мм. Сварка более толстого электрода сложнее, приводит к колебаниям длины дуги и нестабильному горению, требует большего профессионализма. Испытательный ток 100 А (для электрода 3 мм и горизонтального расположения свариваемых поверхностей). Возьмите за ручку клеммы с электродом, включите инвертор (питание) и наденьте защитный экран.
Сварка без защитного экрана запрещена во избежание потери зрения.
Чувство каких-то неудобств не стоит здоровья глазного аппарата. Перед зажиганием дуги конец электрода прорезает металл, чтобы удалить покрытие с его края. Это позволяет легко сэкономить. Есть два типа зажигания:
- Чирканный. Необходимо подвести электрод к поверхности металла и осветлить их (действие аналогично зажиганию спички). Так что сожгите новый электрод.
- Touch. Электрод подводят к металлу и слегка касаются его поверхности, после чего сразу удаляют расстояние в несколько миллиметров.Так они поджигают электрод, когда сварка была прервана (случился скрежет или сварщик слишком удалил стержень с поверхности металла).
Сварочный процесс: как поддерживать дугу?
Важно соблюдать небольшое (3-5 мм) расстояние между металлом и электродом. Это расстояние называется длиной дуги. При его увеличении дуга перестает гореть.
Длина дуги примерно равна диаметру электрода. То есть для устойчивого горения и гладкого шва электродом 3 мм необходимо выдерживать расстояние 3-5 мм от свариваемых поверхностей.
Если электрод расположен слишком близко к металлической поверхности, происходит короткое замыкание: электрод прилипает к металлу. Чтобы оторвать электрод от свариваемой поверхности, нужно его наклонить в другую сторону или выключить инвертор. Когда подача электричества прекращается, электрод замедляется.
Угол наклона электрода может быть разным. Начинающему сварщику лучше держать около 70º от поверхности металла (то есть с небольшим отклонением от вертикального положения).
Рисунок 3. Траектория движения электрода при дуговой сварке.
Для того, чтобы качественно прокипятить, нужно научиться визуально (через экран светофильтра) прикинуть размер свариваемой ванны. Ширина красноватой лужи в светофильтре должна в 2 раза превышать толщину (диаметр) электрода.
На размер ванны влияет скорость перемещения электрода. Если он движется слишком медленно, образуется слишком много расплавленного металла и широкая сварочная ванна, которая препятствует взаимодействию дуги со свариваемым основанием, образуя нераскрытие.Если дуга движется слишком быстро, кромки проплавятся недостаточно и, как следствие, также ухудшатся.
Первые шаги в сварке
Первые сварочные операции стоит попробовать выполнить на любой ненужной металлической поверхности. После зажигания дуги необходимо держать электрод над металлом, стараясь получить ровный след сварного шва. Когда стала стабильно зажигаться дуга, можно приступать к сварке поверхностей. Их кладут друг на друга, получают дугу и проводят электрод по линии соединения.При этом движения должны быть не прямолинейными (по шву), а колебательными (то вправо, то влево). Типичная картина движения электрода при сварке показана на рис. 3.
После остывания слой шлака сбивают молотком и оценивают качество соединения визуально. Хороший сварной шов должен быть такой же толщины, без видимых пустот и трещин.
После упражнений в течение одного-двух часов большинство начинающих сварщиков стабильно сушат дугу и поддерживают ее горение.Можно выполнять простые соединения металлических поверхностей. Когда вы научитесь работать со сварочным инвертором, вы сможете самостоятельно выполнять самые разные работы на приусадебном участке.
Сварочный инвертор — оборудование, которое помогает значительно упростить работу мастера и лучше выполнять каждый этап сварочных работ. Однако достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы расскажем дальше.
Основные правила перед эксплуатацией инвертора
- Перед использованием сварочного инвертора необходимо подготовить место для сварки , которое не будет освещено лишними предметами и позволит вам без неудобств работать.Не стоит использовать подобную технику в мороз или при повышенной влажности без навеса, также следует избегать обнаружения устройства в особо пыльных помещениях и жилых помещений вблизи рабочего места от металлической стружки или другого мусора.
- обратите внимание на технические возможности Ваше устройство (продолжительность включения — КП), такие характеристики помогут узнать, сколько времени он может проработать до перегрева. Это также позволит избежать обрыва проводки.
- Время Непрерывная работа учитывается при расчете, что при КП это 100% сварочный процесс при максимальном токе — 10 мин.Как правило, инверторы выпускаются с КП 60, 70%, что позволяет работать 6-7 минут. Остальные 3-4 мин. — время для охлаждения аппарата, а также способ предотвращения ухудшения здоровья воздуха из-за работы воздуха, связанной с работой такого оборудования.
- Во избежание поломок не ставьте перед агрегатом невыносимые задачи, не соответствующие его мощности
- Успешный успех при работе с инвертором — ток регулирования и стабильное положение дуги .Именно эти факторы помогут предотвратить прилипание электрода и позволят создать правильные и аккуратные швы.
В комплекте со сварочным инвертором необходимо использовать средства индивидуальной защиты:
- куртка
- перчатки
- маска с затемненным стеклом
Особое внимание стоит уделить его светофильтрам, так как они имеют разную степень тонировки. Подбирать светофильтр нужно в зависимости от используемого электрода, чтобы стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Это обеспечит максимальную безопасность вашей деятельности.
Также стоит обратить особое внимание на проводку , выбор , которые подключаются к основному проводу с помощью специальных зажимов. Способность пропускать электрический ток в них разная от 200 до 500 А, для домашнего использования, как правило, используется минимальная, однако необходимо подбирать их с учетом толщины выбранного электрода и силы тока. силы.
Не следует забывать, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
В качестве вспомогательного оборудования также следует применять электрододержатели. Это могут быть пассийные или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
Запустить процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к обрабатываемой детали
- Зажгите дугу касанием (принцип аналогичен зажиганию спички).Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Проехать по горящей дуге медленными поступательными движениями вдоль заготовки до образования угла в 75 градусов. При этом лучше сосредоточить взгляд не на свете, создаваемом дугой, а сфокусировать взгляд на сварочной ванне, чтобы следить за процессом сварки.
- При сварке главное, что необходимо соблюдать, — это расстояние между электродом и рабочим металлом (интервал дуги).Правильный выбор такого зазора позволяет удерживать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
- Лишняя металлическая стружка, на образованном сварном шве, после охлаждения заготовки необходимо удалить молотком, а затем очистить щеткой щеткой.
В результате должен получиться красивый и качественный шов.
В помощь Новиком
Успех и плодотворность работы с современными инверторами нового поколения обеспечивают встроенные автоматические системы, в их число входят:
- Система Hot Start Позволяет решить самую типичную проблему, с которой сталкивается большинство новичков — сложность зажигания первой дуги.
- Функция Arc Force. Позволяет предотвратить прилипание электрода в случае быстрого приближения последнего к свариваемой детали за счет увеличения сварочного тока.
- Если электрод все еще подвижный, можно использовать функцию Anti-Stick, которая отключает сварочный ток и помогает предотвратить перегрев сварочного инвертора.
Таким образом, работа сварочного инвертора значительно упростит работу как профессионалам, так и сгладит типичные ошибки новичков, позволив им производить более качественную продукцию.Такое оборудование удобно в использовании и обеспечивает создание идеальных сварных швов.
Не секрет, что многие учились сварке самостоятельно. Таких людей действительно много, и многие из них с высокой эффективностью могут использовать практические навыки, полученные в домашних условиях. Тем не менее, иногда лучше сначала получить теоретические знания, прежде чем продолжать. Поговорим о том, что такое сварка для новичков, чем она характеризуется, и почему лучше всего использовать инвертор для новичков.
Кратко о сварочных инверторах
Инвертор — электронный достаточно точный, экономичный и простой в использовании.Основная нагрузка при эксплуатации приходится на сварочную сеть. Плюсы инвертора, особенно для новичков, в том, что у них есть накопительные конденсаторы. Они необходимы для набора определенного количества электроэнергии, обеспечивающего бесперебойную работу. Многие наверняка заметили, что при работе со старыми сварочными аппаратами напряжение в сети начинает резко скакать. В таких условиях какая-то бытовая техника может загореться. Итак, такого недостатка нет. Кроме того, обеспечивается плавное зажигание дуги, что необходимо для обеспечения качества шва.
Немного теории
При соединении металлических деталей происходит огромное количество процессов. Большинство из них скрыто от человеческого глаза, другие очевидны. Итак, сам процесс сварки можно разделить на несколько простых этапов. Образуется первая дуга, что свидетельствует о замыкании электрода и металла. На втором этапе создается высокая температура (до 7 тысяч градусов), позволяющая плавить любой металл. В результате оплавления электрода и кромок металлических изделий происходит соединение — производство процесса заканчивается.Электрод играет большую роль. Он состоит из сплава, на поверхность которого нанесен порошковый состав. Порошок используется для поддержания равномерного горения дуги, а сам электрод необходим для образования сварочной ванны без кислорода.
Для новичков: Пошаговая инструкция
Перед тем, как приступить к выполнению работ, вам понадобится минимум боеприпасов. Поэтому не рекомендуется выполнять работы без специальной защитной каски и грубых перчаток. Ну а кроме того желательно иметь старую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от искр.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание прилипания электрода к обрабатываемой поверхности плавно встряхните. После этого можно подключить массовый вывод к детали.
Процесс сварки начинается с зажигания дуги. Электрод по отношению к поверхности выполнен под небольшим углом.Для его активации нужно несколько раз прикоснуться к свариваемой поверхности. В процессе эксплуатации электрод необходимо держать на расстоянии своего диаметра от поверхности. В принципе, сварочный инвертор для новичков довольно прост. А теперь пойдем дальше.
Контроль зазора
Большое значение при выполнении сварочных работ имеет дуговой разрядник. Этот зазор — это расстояние между электродом и металлом, которое образуется при выполнении сварки.При недостаточном расстоянии шов будет выпуклым, так как металл в месте соединения не успеет нагреться. Если зазор будет слишком большим, это приведет к нестабильной дуге, что, в свою очередь, чревато некачественным швом. В частности, соединение получается по кривым.
Для хорошего поставщика и качественного шва нужно выбрать оптимальный зазор. Мы можем смело говорить о том, как научиться соблюдать постоянную правильную дистанцию, и это самый сложный навык. Но если вы научитесь это делать, скоро дуговая сварка для новичков превратится в сварку для профессионалов.Не забывайте, что в процессе электрод постепенно плавится, поэтому, если он не двигается, то зазор будет увеличиваться. Наблюдайте за этим повнимательнее, и все будет хорошо.
Формирование правого шва
Хочу отметить, что для новичков подразумевается не только соблюдение необходимого зазора. Есть еще несколько важных требований, которые рекомендуется соблюдать:
- скорость и электрод;
- сила тока;
- угол наклона электрода.
Изменения при работе с различными материалами. Поэтому в одних случаях электрод ведет быстро, в других, наоборот, медленно. В этом случае толщина комбинированного металла влияет на силу тока. Чем толще изделие, тем больший ток необходимо подавать на электрод. А от угла наклона электрода зависит толщина шва и выпивки. Все это необходимо учитывать при выполнении работ. В принципе, ручная сварка для новичков несложных деталей для всех.Опыт придет только в том случае, если постоянно практиковаться и тренироваться, создавая все более сложные швы.
О полярности при сварке
Необходимо понимать, что бывает прямая и обратная полярность. Если мы имеем дело с первым, количество тепла, выделяемого металлическим продуктом, возрастает. Таким образом, образуется узкая, но достаточно глубокая зона плавления. Такая технология применяется при точной обработке листов достаточной толщины.
Если вам нужно создать качественные швы на тонком листе, то используется обратная полярность.Характерно то, что в изделии происходит пониженный подвод тепла, поэтому шов широкий, но не слишком глубокий. В настоящее время активно используются обе технологии. Возможно, что начинающему сварщику в начале пути не имеет смысла разбираться с полярностью, но после выполнения некоторых подключений знание знаний станет очень кстати.
Для новичков: Работа с тонкими листами
Как отмечалось чуть выше, с тонкими металлическими изделиями необходимо работать с обратной полярностью.Это связано с тем, что их довольно легко обжечь, что испортит заготовку. Обратная полярность устанавливается прямо на инверторе. При этом ток тоже снижается до нормы. Электроды в этом случае подключены плюсом к инвертору, а минусом соответственно к металлическому листу. Это позволит получить качественные швы и не обжечь лист. Однако если вы новичок, необходимо выбирать рабочее место так, чтобы вам был виден шов. В этом случае вы можете контролировать процесс.Со временем вы будете выполнять работу на станке, но это будет происходить только при наличии большого опыта.
Заключение
Вот мы и поговорили с вами о том, что и как выполняется инверторная сварка для новичков. «Ресанта», например, — сварочное оборудование хорошего качества. В то же время он идеален для новичков. Это связано с исключительной простотой использования. В линейке есть модели, более подходящие для любительской сварки, и есть дорогие профессиональные инверторы.Последний вариант вряд ли подойдет новичку. Такое оборудование чаще используется в промышленности.
Конечно, если вы собираетесь работать сварщиком, то вам понадобится инвертор для профессионалов. Это, конечно, довольно много, но позволяет выполнять сварку с самыми разными материалами. Не забывайте о средствах индивидуальной защиты. Невозможно выглядеть без специальных очков или дуговых масок. Во-первых, очень устают глаза, во-вторых, это негативно сказывается на зрении. Именно поэтому маску нужно использовать обязательно.В принципе, это все, что можно рассказать об инверторной сварке для начинающих. Здесь нет ничего сложного, но необходимо строго соблюдать технологию, и тогда шов будет прочным и качественным.
Как сварить листовой металл с помощью аппарата для ручной сварки
Настоящий трюк при сварке листового металла — это использование подачи проволоки. Шучу, этот совет объясняет, как сваривать листовой металл с помощью сварочного аппарата. Аппарат для подачи проволоки или сварочного электрода идеально подходит для листового металла, но мы предполагаем, что у вас его нет.Нам нужно установить, что считается тонким металлом. Абсолютного ответа «по Хойлу» не существует, но я всегда считал тонким все, что меньше 3/16 дюйма. Итак, с этого момента мы говорим о материале менее 3/16 дюйма. Первое, что нужно выяснить, это какие удилища и какого размера использовать. Если у вас есть новый хороший материал 1/8 ″, я бы выбрал 3/32 ″ 7018 удилищ. Если у вас есть старые, ржавые, окрашенные, калибра 14, я мог бы использовать стержни 6011 1/8 ″ или 3/32 ″. Вы можете спросить меня, почему бы вам просто не стереть ржавчину? Хорошо, если это просто поверхностная ржавчина, но если на ней есть ямки, вы удалите весь материал, прежде чем очистить его.Не только это, но если вы просто делаете быстрый ремонт чего-то, просто сварите это. Скорее всего, если материал такой плохой, сварной шов все равно прослужит остальной материал. Возвращаясь к моему мнению, 6011 — это удочка, которую я выберу в любое время. Это позволяет вам двигаться намного быстрее, чем 7018.
Что касается самой сварки, мне нравится использовать взбивающее движение, при котором сварочный стержень следует в том же направлении, что и я при сварке. В основном просто движение вперед-назад. Причина этого в том, чтобы не перегреваться в одном месте.Если вы будете тянуть стержень медленно, у вас будет довольно хороший шанс прожечь. Если вы выполняете сварку вертикально, не бойтесь спускать 6011 под гору. Если материал действительно тонкий, я также буду использовать взбивающее движение на спуске. Я знаю, что это противоречит некоторым принципам закапывания шлака, но когда материал тонкий, это не имеет большого значения. Практически все, что сделано из тонкого материала, подвергается сварке. Скажем, например, вы ремонтируете резервуар воздушного компрессора, в котором есть ржавая дыра.Вы будете сваривать заплату на 100%, потому что она должна быть герметичной, а не для прочности. Если вы делаете секцию воздуховода, вы будете сваривать ее прочно для воздуха, а не для прочности, вы поняли.
Я полагаю, что мораль этой истории в том, что с помощью сварочного аппарата в крайнем случае можно сделать что угодно. Чтобы это произошло, нужно лишь немного практики. Просто возьмите кусок листового металла, чтобы правильно настроить тепло, и отправляйтесь в город. Хорошая термоустановка для стержней 1/8 ″ 6011 на тонком материале составляет около 80-90 ампер.Для 3/32 ″ 7018 это примерно то же самое. Все разные, но эти настройки помогут вам сваривать листовой металл.
Поиск и устранение неисправностей в системе подачи проволоки
Сварка
MIG (GMAW) и порошковая сварка (FCAW), обычно называемая «сваркой проволокой», дает возможность значительного повышения производительности по сравнению со сваркой штучной сваркой. Однако система подачи проволоки использует более сложную механическую систему, чем другие, для подачи сварочной проволоки в сварочную ванну и подачи тока на проволоку, что приводит к большему количеству потенциальных проблем в работе сварочного оборудования.
Точное устранение этих проблем, когда они возникают, или, еще лучше, предотвращение их до того, как они возникнут, имеет решающее значение для максимизации преимуществ, которые предлагают эти процессы.
В целях поиска и устранения неисправностей систему сварки проволокой можно разделить на три отдельные категории в зависимости от функции — подача проволоки, подача газа и передача электроэнергии. Отказ любой из этих систем приведет к неоптимальным характеристикам сварки, включая снижение производительности и увеличение времени простоя для повторной обработки плохих сварных швов.
ПОСТАВКА ПРОВОЛОКИ
Независимо от того, используете ли вы однотонные катушки, большие барабаны или катушки с проволокой большего размера, механическая подача проволоки играет важную роль в определении качества дуги и свариваемости. Вы должны начать поиск и устранение неисправностей в системе, убедившись, что проволока не заблокирована где-либо на пути от натяжения катушки до контактного наконечника и везде между ними.
Натяжение ступицы
Важно не перетягивать натяжение ступицы, которое позволяет катушке с проволокой вращаться.На большом барабане с проволокой эту функцию может выполнять механизм, который движется вокруг катушки. Натяжение ступицы — это просто средство, предотвращающее соскальзывание проволоки с катушки при прекращении подачи проволоки. Это должно быть достаточно туго, чтобы проволока не разматывалась, когда вы прекращаете подавать полную катушку на максимальной скорости подачи проволоки. Избыточное затягивание приведет к тому, что приводной двигатель будет работать сильнее, просто чтобы снять проволоку с катушки, и приведет к проблемам при сварке.
Проверка давления ведущего ролика
Давление ведущего ролика — очень распространенная проблема при сварке проволокой.Слишком ослаблено, и проволока не попадает в лужу. Слишком плотно, и вы можете раздавить проволоку и отслоить покрытие, деформировать проволоку, износить ролики и повредить двигатель.
Покрытие из чешуек приведет к тому, что эти маленькие хлопья попадут в лайнер, что еще больше ограничит простую подачу проволоки в лужу. Деформированная проволока будет изнашивать канавки на контактном наконечнике, что ограничивает электрическую проводимость, а также ухудшает подачу. Изнашивайте рифленые поверхности роликов, и у вас будет слабое трение для правильной подачи проволоки.Чрезмерно затянутое натяжение ведущего ролика вызывает все эти проблемы в дополнение к чрезмерному давлению на ведущий вал, которое может привести к износу коробки передач или приводного двигателя из-за неправильной центровки.
Нет однозначного ответа относительно точного давления, необходимого для обеспечения надлежащего давления приводных валков. Натяжение приводного ролика следует отрегулировать так, чтобы оно не было слишком сильным, но и не слишком ослабленным. Начните с очень слабого давления ведущего ролика. Увеличивайте давление только до тех пор, пока не станет очень трудно остановить выход проволоки из контактного наконечника.Используйте плоскогубцы или деревянный брусок, чтобы остановить подачу проволоки. Пройдите примерно пол-оборота дальше этой точки. Когда проволока фактически остановлена, приводные ролики должны вращаться на проволоке, и птичьи гнездо не должно происходить.
Проверка выравнивания приводных роликов
Приводные ролики можно отрегулировать из стороны в сторону, чтобы убедиться, что они совпадают с входной направляющей пистолета GMAW.
Проверьте впускные направляющие
Впускные направляющие должны быть подходящего размера для используемого провода.На них не должно быть бороздок — часто это происходит из-за несоосности или неправильного размера.
Проверка состояния лайнера
Футеровка пистолета должна быть подходящего размера для используемой проволоки, а также должна быть чистой и не содержать пыли и мусора. Чрезмерно натянутая проволока отслаивается и помещает излишки частиц внутрь лайнера, забивая его. Использование специальных смазок для проволоки также может привести к тому, что проволока станет «мокрой», и на проволоке может скапливаться пыль, втягивающая ее в лайнер.
Производители проволоки уже должным образом подготовили поверхность проволоки для обеспечения максимальной подачи и добавления или даже вычитания, которые могут повлиять на качество сварки.Если вы настаиваете на использовании чего-нибудь для «смазки» или «протирания» провода перед тем, как он войдет в систему, лучше всего подойдет хлопчатобумажная ткань с прищепкой для одежды, чтобы не было загрязнения провода и не могло скапливаться пыль. мокрая »поверхность. Вкладыши изнашиваются и подлежат регулярной замене.
Состояние контактного наконечника
Часто проблемы с подачей можно решить, заменив контактный наконечник. Контактный наконечник может забиться из-за брызг или прикосновения к сварочной ванне.Если проволока имеет канавки в контактном наконечнике, необходимо проверить натяжение приводного ролика.
ПОДАЧА ГАЗА
При MIG и дуговой сварке порошковой проволокой в среде защитного газа может возникнуть ряд проблем, которые мешают подаче защитного газа в сварочную ванну, что приводит к пористости, избыточному разбрызгиванию, нестабильной дуге и другим дефектам. . Самое маленькое отверстие в газовом шланге может действовать как карбюратор и втягивать воздух, загрязняя сварной шов. Вот несколько шагов, которые необходимо предпринять для устранения предполагаемых проблем с защитным газом:
Проверка регулятора / расходомера
Расходомер в виде стеклянной трубки и шарика может использоваться в качестве индикатора утечки газа.Если шарик не падает на дно манометра, когда он не сваривается, это означает, что газ все еще течет, что указывает на утечку. Если используется циферблатный регулятор / расходомер, утечку можно обнаружить, нанеся мыльный водный раствор на все шланги и соединения. Выходящий газ вызовет образование пузырьков в мыльном водном растворе в месте утечки.
Помните, что газовые соединения и шланги после газового клапана необходимо проверять при протекании газа. Во время этого процесса используйте функцию продувки.Кроме того, выключение цилиндра и наблюдение за медленным падением стороны высокого давления также будет указывать на утечку в системе.
Проверить поток газа
Больше не обязательно лучше. Расход газа обычно составляет от 30 до 50 CFH (кубических футов в час). Более низкие скорости потока могут привести к неадекватной защите, что приведет к пористости. Более высокие скорости потока могут вызвать проблемы, когда окружающая атмосфера может втягиваться в защитный газ, обеспечивая подачу загрязненного защитного газа, что также приводит к пористости.
Проверка состояния пистолета
Проверьте уплотнительные кольца на конце сварочного пистолета, где он крепится к направляющей механизма подачи проволоки. Если одно или оба уплотнительных кольца отсутствуют, треснуты, выдолблены или изношены, может произойти утечка защитного газа или втягивание атмосферы, что в обоих случаях приведет к снижению производительности сварки.
Проверьте отверстия для газа в диффузоре и на сопле некоторых производителей расходных материалов. Эти отверстия также могут забиваться брызгами и ограничивать поток защитного газа в сварочную ванну.Эти компоненты следует проверять несколько раз в течение дня, даже если нет подозрений на наличие проблемы с защитным газом.
Внутри кабеля пистолета находится шланг, который содержит как лайнер, так и защитный газ. Этот шланг также может выйти из строя из-за чрезмерного использования, и внутри кабеля могут образоваться отверстия, через которые может выйти газ, и вы никогда этого не увидите. Эта проблема в основном вызвана использованием слишком маленького пистолета для силы тока, используемой для сварки, и постоянного изгиба пистолета во время использования.
Внутренний диаметр сопла сварочной горелки также может влиять на подачу защитного газа. Если диаметр сопла слишком мал, а поток газа установлен слишком большим, может возникнуть эффект типа Вентури, втягивающий атмосферу и загрязняющий подачу газа. Кроме того, если сопло слишком велико в диаметре или контактный наконечник выступает слишком далеко от конца сопла или если расстояние между контактным наконечником и рабочей поверхностью слишком велико, это может повлиять на покрытие защитным газом.
ПЕРЕДАЧА ЭЛЕКТРОЭНЕРГИИ
Без хорошего электрического потока между источником питания, механизмом подачи проволоки, подводящим кабелем и рабочим кабелем вы можете столкнуться с множеством проблем, включая разбрызгивание дуги, чрезмерное разбрызгивание и сокращение срока службы оборудования.Лучший способ избежать этих проблем или устранить их, если они возникают, — это убедиться, что все электрические соединения между сварочными компонентами надежны и надежны.
Сопротивление — это «неизвестная» сварочная переменная и основная причина несоответствий в любой сварочной системе. Пистолет MIG постоянно изгибается и скручивается при нормальной эксплуатации. Это, в сочетании с теплом от сварочного аппарата, со временем разрушает медь в пистолете. Если вы обнаружите, что включаете свою машину с того дня, когда все было новым и правильным для достижения того же результата, у вас, вероятно, проблема с сопротивлением.
Необходимо проверить все электрические соединения сварочных и рабочих кабелей. Все соединения должны быть чистыми и плотными. Между медными выступами и поверхностями соединения не должно быть краски, ржавчины или шайб любого типа. Убедитесь, что все обжимы сварного кабеля к наконечнику затянуты.
Нагрев является хорошим признаком плохого электрического соединения. Через некоторое время после сварки ячейки проверьте все точки подключения и сварочные кабели на нагрев. Если соединения или кабели кажутся горячими, это, вероятно, указывает на то, что в цепи слишком большое электрическое сопротивление.Это может быть вызвано ненадежными или неисправными соединениями, кабелями, которые слишком малы для применения, или внутренним разрывом кабеля. Кабель, который слишком мал для применения, скорее всего, будет горячим по всей своей длине, а из-за обрыва кабеля он может нагреться в определенной точке.
Контактный наконечник — еще один распространенный источник прерывания электрического тока. Сварочный ток должен проходить через это соединение в проволоку, поэтому он должен плотно прилегать к диффузору и обеспечивать хороший контакт со сварочной проволокой.